- Stock: In Stock
- Product code: 00-00014607
- SKU: FSX1-PC-01
Large Format SLS Printing for Serial Batches and Prototypes
Formlabs Fuse X1 is an industrial SLS 3D printer designed for serial production of parts and full-size prototypes, with a build volume of 330 × 330 × 565 mm, a 120 W ytterbium fiber laser, and a 110 µm layer. The equipment forms batches without separate support structures. Unfused powder supports overhangs, cavities, and channels. The model is designed for housings, equipment, and tightly packed series.
Main Advantages of Formlabs Fuse X1
- Accommodates large parts and dense batches. The working volume of 330 × 330 × 565 mm, or 61.5 L, reduces the number of separate builds for housings, assemblies, and series.
- Quickly transitions to the next task. The Fuse X1 Build Unit module is rolled out and another is installed in less than 5 minutes, so the completed build cools outside the 3D printer while a new cycle is already underway.
- Maintains temperature across the chamber area. The thermal chamber and 13 independent heating zones adjust the thermal mode from the first to the last layer, reducing the result's dependence on the models' placement.
- Monitors the build during operation. Print Intelligence analyzes video and thermal data in real-time, detects anomalies, and masks the affected area so the rest of the batch continues to form.
- Requires moderate shop floor space. The 157 × 83 × 193 cm enclosure has a base area of 1.3 m², facilitating site planning with necessary walkways.
- Automates powder loading. The 105 L hopper works with the Fuse X1 Vacuum Conveyor, so the operator has less contact with the material during 3D printer filling.
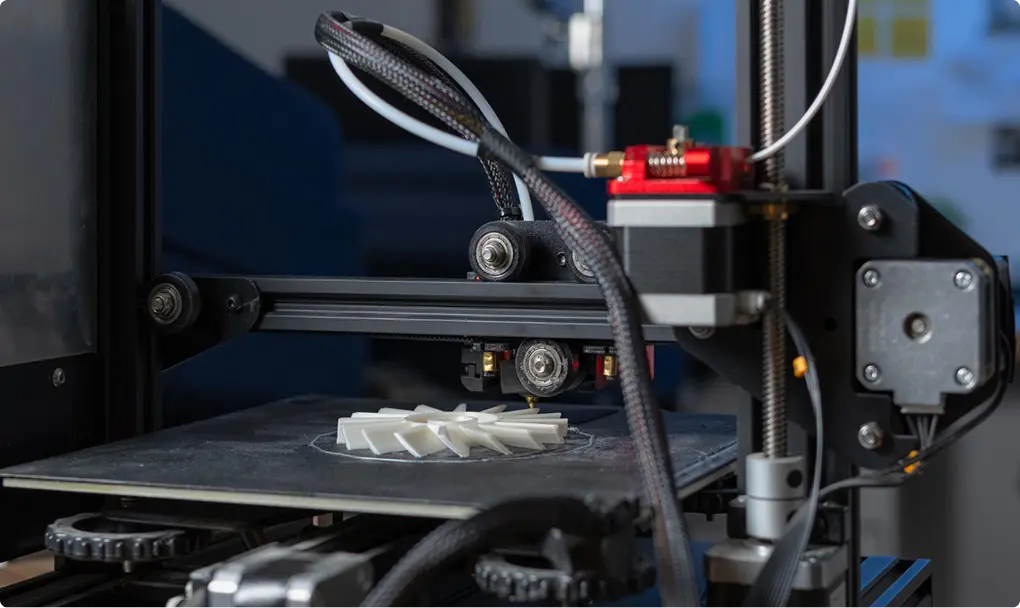
How Selective Laser Sintering Works
In the SLS process, a thin layer of polymer powder is heated almost to its melting temperature. The laser selectively sinters the model's cross-section, after which the platform lowers, and the recoating mechanism distributes the next layer. Unfused powder supports overhangs, cavities, and channels in the part, so separate supports are not built.
The ytterbium fiber laser operates at a wavelength of 1064 nm with a maximum power of 120 W. A 330 µm spot by FWHM and Formlabs' fourth-generation galvanometers control the beam's path across the build plane. A 110 µm layer thickness sets the Z-axis step.

Precise Temperature Control and 3D Printing Monitoring with Print Intelligence
The chamber operates at temperatures up to 210 °C. The thermal chamber, quartz tubular heaters, and 13 independent heating zones adjust the thermal field throughout the cycle. This scheme is necessary for uniform sintering of parts in different parts of the build volume.
Print Intelligence is a build monitoring system based on computer vision and thermal data. It detects anomalies in real-time and masks the problematic area in subsequent layers, so a defect in one model does not stop the formation of the rest of the batch. The operator sees the video stream and task status on the screen or through the Control Panel.

Build Module and Inter-Cycle Operation
The Fuse X1 Build Unit is a removable module on wheels that moves between the 3D printer and the Fuse Sift X1. Power and data connectors dock without manual cable routing. After the build is complete, the module is rolled out for cooling, and another is installed in the 3D printer in less than 5 minutes.
The module's insulation allows parts to cool outside the 3D printer enclosure. For consecutive tasks, it is worth including another Build Unit in the configuration: one module is in operation, the other is cooling or transitioning to part removal.
Model Preparation and 3D Printing Process Management
PreForm is Formlabs' software for preparing models for building. It automatically places the batch in the three-dimensional volume, allows fixing the orientation of individual models, and accepts .STL, .OBJ, .3MF, STEP, SolidWorks, and CATIA. The prepared task is saved in .FORM format.
Files are transferred via Wi-Fi 2.4/5 GHz, Ethernet 1000 Mbps, or USB-C. The 15.55-inch touchscreen with a resolution of 1080 × 1920 displays the queue, video, and messages. The Control Panel allows viewing the 3D printer status and receiving notifications via email or SMS.
Safe Powder Handling and Cleaning System
The system features automated powder dosing and an interface for an external inert gas source. Two-stage filtration with pressure control includes HEPA and carbon filter elements, and the exhaust passes through a filter. Proper ventilation is required for operation. During nitrogen mode, oxygen control in the room is also necessary.
Fuse X1 belongs to laser products class 1 according to IEC 60825-1:2014. The laser beam energy does not exceed class 1 limits during normal operation with closed protective panels. The equipment is also declared according to UL 2011, CSA C22.2 No. 301, EN 60204-1, and IEC 62368-1, along with electromagnetic compatibility standards for specific markets.

Where Formlabs Fuse X1 is Used
Formlabs Fuse X1 is suitable for producing functional parts, technological equipment, and serial batches from polyamide. The SLS process without separate supports allows placing products with complex geometry in the chamber, including models with channels, overhangs, and cavities.
- full-size functional prototypes and components for testing;
- housings, panels, covers, brackets, and frame elements;
- equipment, clamps, jigs, and templates for assembly operations;
- complex-shaped parts, air ducts, and channels in the product design;
- small and medium series without separate support structures;
- spare parts and components needed without long waiting for equipment.
The suitability of the material and the finished part for a regulated product is assessed separately based on the technical passport, safety passport, operating conditions, and requirements of the relevant industry. The 3D printer itself does not provide the finished product with medical, food, or other industry certification.
Materials and Compatible Equipment
For Formlabs Fuse X1, Nylon 12 Powder is available — a PA 12 polyamide powder for functional prototypes, equipment, and serial parts. A separate Open Material Mode allows working with third-party powders compatible with the 1064 nm laser, but printing parameters and the quality of finished products need to be checked independently.
The full cycle of powder preparation and post-processing is carried out using the following additional equipment:
- Fuse Sift X1 — a station for part extraction, sieving, and collecting unfused powder in a sealed glove chamber with compressed air.
- Fuse X1 Mix Kit — a unit for dosing and mixing fresh and recovered powder.
- Additional Fuse X1 Vacuum Conveyor — a conveyor for moving recovered powder from Fuse Sift X1 to Mix Kit. One conveyor for loading the 3D printer is included in the base supply.
- Fuse Blast — a machine for automated cleaning and polishing. The Fuse Blast High Capacity Kit adds a basket with a 400 mm opening for parts and Fuse X1 batches.
- Additional Fuse X1 Build Unit — a second build module for consecutive cycles during the cooling of the previous batch.
Fuse Sift X1, Mix Kit, second Vacuum Conveyor, Fuse Blast, High Capacity Kit, and spare Build Unit are purchased separately unless otherwise stated in the commercial offer.

Package Contents
The basic supply includes a 3D printer, one build module, and a vacuum conveyor for powder loading. Other technological route units and consumables are ordered separately. The exact composition should be verified with the commercial offer for your region.
- 3D printer Fuse X1. The main equipment for part manufacturing using selective laser sintering.
- Fuse X1 Build Unit. A removable module in which powder is sintered layer by layer and a batch of parts is formed.
- Fuse X1 Vacuum Conveyor. A vacuum conveyor for automated powder loading into the 3D printer hopper.
- Bubble level. Required for leveling the 3D printer during installation.
- Leveling wrench. Required for adjusting the 3D printer's position during installation.
- 8 mm hex key. Required for opening service doors.
- Flexible tubular brush. Designed for cleaning components inside the 3D printer.
- Push dispensers. Designed for Alconox, distilled water, and ethanol during component cleaning.
- Polyester swabs. Designed for cleaning the top laser window, infrared sensor, and its housing.
- Microfiber optical wipes. Designed for cleaning the optical components of the 3D printer.
- Telescopic mirror. Needed for inspecting components in the 3D printing chamber.
Technical Specifications of Formlabs Fuse X1
| Parameter | Value |
| Technology | Selective Laser Sintering, SLS |
| Working Volume | 330 × 330 × 565 mm, 61.5 L |
| Layer Thickness | 110 µm |
| Laser | Ytterbium fiber |
| Laser Power | 120 W |
| Wavelength | 1064 nm |
| Laser Spot | 330 µm, FWHM |
| Beam Divergence | 3 mrad, nominal, full angle |
| Hopper Capacity | 105 L |
| Build Module | Removable |
| Transition to Next Task | Less than 5 minutes |
| Maximum Chamber Temperature | 210 °C |
| Temperature Control | Thermal chamber, quartz tubular heaters, 13 independent zones |
| Net Dimensions | 157 × 83 × 193 cm |
| Net Weight | 570 kg without Build Unit and powder |
| Base Area | 1.3 m² |
| Recommended Working Area | 261 × 243 × 241 cm |
| Minimum Access Space | 241 × 243 × 241 cm |
| Startup Time from Cold State | up to 90 minutes |
| Power Supply | 208–240 V AC, 1 phase, 50/60 Hz, 50 A |
| Power Consumption | 3.5 kW typical; 7.5 kW maximum at 208 V |
| Indoor Conditions | 18–28 °C; relative humidity below 30% |
| Air and Filtration | Inert gas inlet; two-stage filtration with HEPA and carbon elements; filtered exhaust |
| Nitrogen Supply | Purity over 99.5%; pressure 50 psi; minimum constant flow 0.8 SCFM or 22.65 L/min |
| Network Interfaces | Wi-Fi 2.4/5 GHz; Ethernet 1000 Mbps; USB-C |
| Screen | 15.55 inches; 1080 × 1920 |
| Preparation Software | PreForm |
| File Formats | .STL, .OBJ, .3MF, STEP, SolidWorks, CATIA; output .FORM |
| Standard Material | Nylon 12 Powder |
| Third-Party Powders | Powders for 1064 nm |
| Laser Safety Class | 1 |
| Safety Standards | UL 2011; CSA C22.2 No. 301; EN 60204-1; IEC 60825-1; IEC 62368-1 |
Operating Tips for Formlabs Fuse X1
- Adhere to indoor conditions. Maintain a temperature of 18–28 °C and relative humidity below 30%. Store powder according to Formlabs' instructions for the specific material.
- Work with powder according to safety rules. Use personal protective equipment specified in the material safety data sheet. For cleaning, use a grounded antistatic vacuum cleaner and avoid sources of sparks near the work area.
- Wait for the build to cool completely. Do not remove parts earlier than the time specified in the manufacturer's instructions. Working with hot powder increases the risk of injury, and premature unpacking can cause part deformation.
- Check the result before serial production. First, perform a trial build, then evaluate the geometry, surface, and mechanical properties of the parts. Record batch parameters and detected deviations in the equipment operation log.
Video Review of SLS 3D Printer Formlabs Fuse X1 Capabilities
Buy 3D Printer Formlabs Fuse X1
Order Formlabs Fuse X1, check the current price, and request a price list with available configuration options. Our specialists will help select equipment for your parts, verify the supply composition.