

- 1. 3D печать прочные детали
- 2. 3D печать прочные детали
- 3. 3D печать прочные детали
- 4. 3D печать прочные детали
- 5. 3D печать прочные детали
- 6. 3D печать прочные детали
- 7. 3D печать прочные детали
- 8. 3D печать прочные детали
- 9. 3D печать прочные детали
- 10. 3D печать прочные детали
- 11. 3D печать прочные детали
- 12. 3D печать прочные детали
3D печать прочные детали! Для печати некоторых моделей нужны составные части повышенной прочности. Выделяют несколько техник улучшения прочности составных частей, при этом прочность составных частей примерно одинакова как при печати на дорогих коммерческих 3D принтерах, так и на обычных настольных. Разница лишь в инновационном подходе и определенных настройках.
3D печать прочные детали
1.0 Геометрия модели
3D печать прочные детали
1.1 Увеличьте толщину составных частей
Самая простая стратегия улучшения прочности – увеличьте толщину составных частей, ведь тонкие составляющие, как правило, хуже выполняют свои функции. К тому же, при печати на принтерах типа FDM возникает много проблем с тонкими деталями.
Попробуйте геометрически уплотнить модель: иногда это невозможно, но довольно часто можно увеличить хотя бы одно из трех измерений.
1.2 Сведите детали к одному масштабу
Довольно очевидное и простое решение проблемы – сведите все детали к одному масштабу. Этот принцип работает примерно также как и геометрическое увеличение деталей. Единственный минус данной техники – необходимо предусмотреть, как масштабирование отразится на функциональном дизайне готового изделия.
3D печать прочные детали

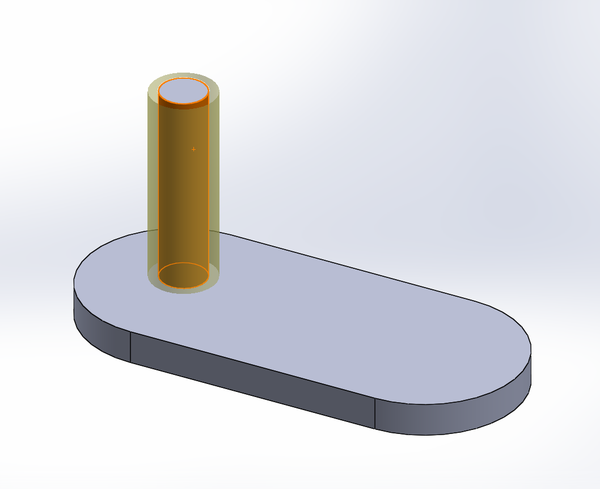
1.3 Плавный переход
Иногда во время печати форсунки слегка задевают деталь, таким образом, смещая слои. В последствии, такая деталь становится еще более подвижной и менее функциональной. Если вам необходима довольно тонкая составная часть, то постарайтесь использовать различного вида углубления для создания устойчивой базы.
2.0 Проверьте настройки принтера
3D печать прочные детали
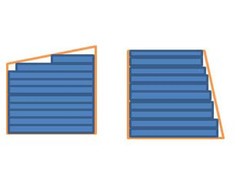
2.1 Положение печати
Наиболее прочные детали получаются при печати на X и Y осях, Z-параллель довольно зависима от свойств материала. Иногда лучшее направление печати диагональное, т.к. при таком положении слои не ложатся перпендикулярно точкам приложения нагрузки
2.2 Высота слоев
Механизм печати следующий: чем меньше высота слоя, тем больше сжимается (сдавливается) пластик, тем больше, соответственно, поверхность X/Y. В итоге, у слоев с меньшей высотой наблюдается улучшенное сцепление между слоями, что в свою очередь приводит к меньшим шансам детали сломаться. Таким образом, составная часть с резолюцией в 100 микрон будет плотнее, чем аналогичная ей деталь с резолюцией в 300 микрон.
3D печать прочные детали
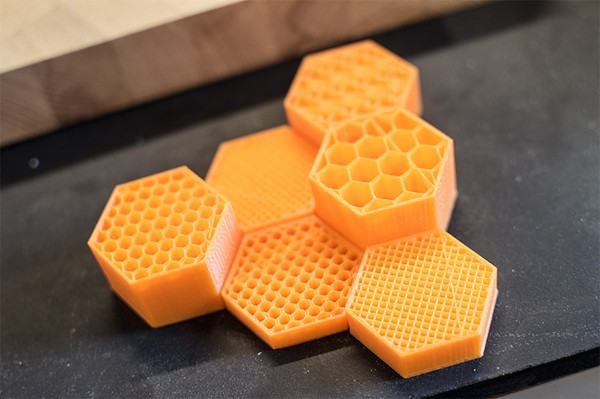
2.3 Процент и тип заполнения
Еще одна довольно очевидная, но не всегда вспоминаемая технология. Усилить составную деталь печати поможет изменение процента заполнения, типа заполнения, и в некоторых случаях угол печати. Несмотря на то, что в обычной жизни увеличивать заполнение выше 60-70% довольно бессмысленно, иногда попадаются клиенты для которых заполнение должно составить 100%. В таком случае необходимо помнить, что процент заполнения выше 75% скорее всего отразится на внешнем виде и поверхности детали.
2.4 Периметр/Толщина обшивки
Еще один способ увеличить плотность составной части – увеличить количество обшивки. Как правило, двух или трех дополнительных нитей всегда хватает, но иногда можно увеличить их количество и до четырех.
3D печать прочные детали

2.5 Материал
ABS материалы довольно пластичны, в отличие от PLA. Иногда, более пластичный материал сильнее по своим физическим свойствам и более ударопрочный, но чаще всего, более плотный пластик как PLA подойдет для куда лучше. Если же для вашей детали важна продолжительность срока службы, то лучше печать Нейлоном (Nylon). Taulman 618 – отличный материал для работы и создания высокопрочных составных частей.
3.0 Обработка после печати
3D печать прочные детали

3.1 Полиэстеровое или эпоксидное покрытие
Если для вашей детали точность и острота углов превыше всего, то данная техника вам не подойдет. Если же для вас эти параметры не самые важные, то можете воспользоваться эпоксидным или полиэстеровым покрытием. Не используйте эпоксидный клей: он не сделает деталь прочнее, но зато придаст неаккуратный вид всей работе.
Полиэстеровое покрытие (PolyesterClearCastingResin) очень быстро готово к использованию и сушится в течение 24 часов. Для усиления покрытия в него можно добавить волокна стекла, но необходимо помнить, что данные волокна могут негативно отразиться на поверхности модели.
3D печать прочные детали

До покрытия

После покрытия
3D печать прочные детали

3.2 Ламинирование
Иногда изделие можно заламинировать в целях повышения ударопрочности. Для небольших аккуратных составных частей данная техника не подойдет, однако для составных частей с прорезами или пробелами данная техника будет идеальна. Изделие должно быть полностью заламинировано. Поверх ламинирования необходимо нанести полиэстеровое покрытие.
3D печать прочные детали

3.3 Воздействие высоких температур
При помещении изделия в духовку/печь или при воздействии на изделие паяльной лампой создается более плотная связь между слоями печати. Данный метод довольно рискованный, так как вы можете полностью испортить напечатанное изделие. Если вы все же решитесь опробовать эту технику, то начните с относительно невысоких температур.
4.0 Используйте шаблон
3D печать прочные детали
4.1 Гипсовая отливка изделия
При печати ABS или PLA пластиком у вас есть возможность отлить готовое изделие в гипсе. Не забудьте, что вам придется увеличить шаблон отливки изделия примерно на 2-3% относительно изначальных разметок.
4.2 Центробежная формовка частей
Центробежная формовка частей с помощью гипса или силикона является отличной альтернативой гипсовой отливки частей. Плюсом центробежной формовки является единая кристаллическая структура составной части после остывания.
Залейте полость расплавленным пластиком/силиконом, закройте формовку, и методично вращайте ее по двум осям до достижения нужного результата. Вы можете приобрести различные гаджеты для центробежной формовки в магазине, или создать такой гаджет самостоятельно. Самый простой гаджет для формовки такого типа выглядит следующим образом: к центральной горизонтальной и двигающейся по X-оси детали присоединяется сооружение, двигающееся по Y и Z осям. Используя эту технику, вам придется немного поэксперементировать с настройками скорости формовки.
3D печать прочные детали





















































Залишити коментар