
3D печать и CURA! CURA – это самый простой и понятный для всех, лаконичный и удобный слайсер для создания g-code. Вся эта информация для новичков и быстрого старта. Существует несколько слайсеров для различных моделей принтеров, но сегодня мы поговорим о CURA. Этот слайсер подходит для многих моделей настольных 3D принтеров.
Преимущества CURA:
- Игнорирует ряд ошибок моделинга и не так требователен как Repetier-Host;
- Быстрый и надежный слайсер, который обработает объекты с миллионами полигонов даже при загрузке 3D моделей без ретопологии из Zbrush и Mudbox. Чем больше полигонов в сетке модели – тем больше время это займет;
- Простота использования, особенно в режиме новичок. С программой может работать даже ребенок.
3D печать и CURA
Первая настройка, установка и выбор принтера:
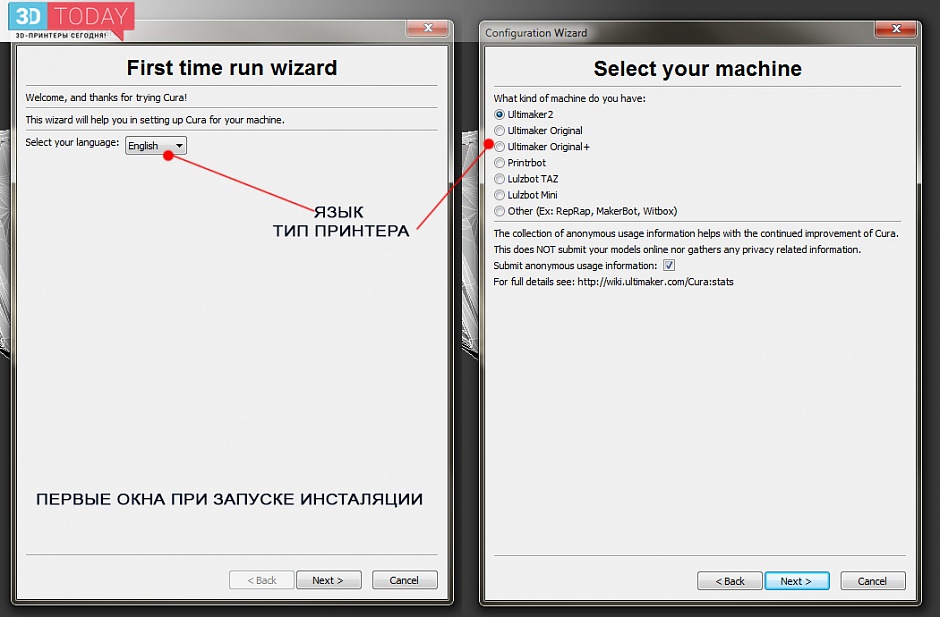
По умолчанию при установке вы работаете в режиме quickprint. Здесь предложены всего 3 пункта на выбор:
3D печать и CURA
- High quality print – 3D печать в высоком качестве, долго сурово и круто. Все настройки автоматически создаются программой;
- Normal quality print – печать в нормальном качестве, с меньшими затратами на время;
- Fast quality print – быстрый режим печати, низкое качество. Подойдет для чернового макетирования.
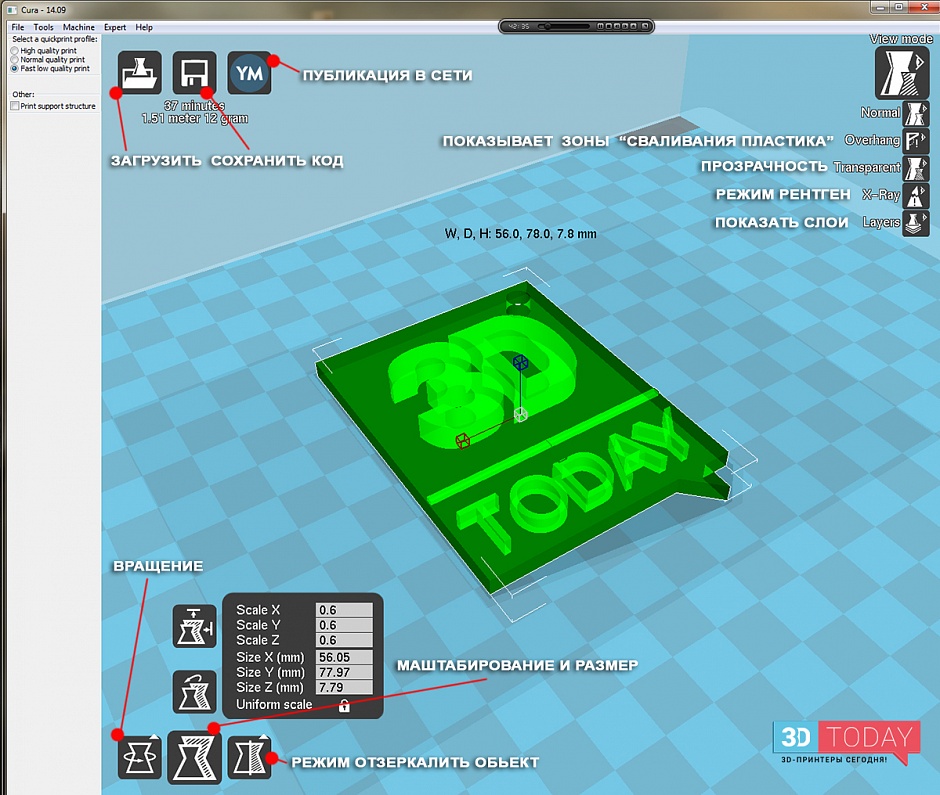
Снизу видим: Other: Print support structure – галочка для включения структур поддержки. Если у вас много, например, нависающих элементов в модели, которые имеют угол относительно стола 3D принтера от 45 градусов, целесообразно включать этот параметр. Для того, чтобы сложная модель пропечаталась, необходимо использование таких поддерживающих структур.
Справа предлагается список ряда настроек для отображения анализа модели. В нижнем левом углу – инструменты для масштабирования и вращения.
Полезный совет — зажмите Shift и сможете вращать, масштабировать по градусам и процентам более мелким шагом.
3D печать и CURA
Теперь поговорим о продвинутых настройках (Full Settings). Если Вы чувствуете, что способны на большее, чем новичок, то эта функция для Вас.
Здесь представлены 3 окна настроек плюс режим эксперт (Ctrl+e). Все проще, чем в Repetier-Host, но это не значит, что в CURA все менее эффективно. Итак, что Вам стоит знать:
Вкладка Basic:
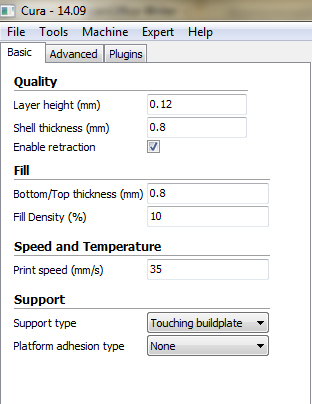
Quality — качество. Зависит от «высоты слоя печати», определяет на сколько будет опускаться ваша платформа по оси Z между новым наносимым слоем пластика и уже нанесенным.
- Layer Height (mm) – параметр, отвечающий за высоту печатающего слоя. Где значение 0.1мм соответствует 100 микронам. Это основной параметр качества у ряда моделей. Многие ниже этой планки печать не могут…Если вы увеличиваете значение, то толще и грубей будет печатающий слой и быстрее будет печать. Правда качество ухудшается, т.к увеличение этого параметра нужно, если вы преследуете цель создать черновой или большой какой-то макет или предмет. Уменьшая значение — улучшается качество печати . Ряд моделей 3д-принтеров, печатающих пластиком, способны печатать слоем 20 микрон — это 0.02 мм и ниже (тоньше человеческого волоса). Из практики печать 0.04-0.06мм осиливают уже большинство моделей и по ряду причин — ниже этой планки иногда не стоит опускаться если у вас не специфический проект и цель. Для печати таким слоем не всегда нужно менять сопло-ultimaker2, например, печатает соплом 0.4мм, слоем в 20 микрон
- Shell Thickness (mm) — параметр, отвечающий за толщину стенок модели -чем он выше тем они толще. Если толще стенки — прочнее модель, плюс стабильней форма (если вы хотите что-то пустое и огромное напечатать, то печатайте хотя бы в 2 стенки. Это примерно 1 мм и занимает больше времени. Для создания тонких стенок или одной стенки — используйте значение 0.6 мм- быстро и сердито.
- Enable retraction- поле для галочки включить «Ретракцию» пластика-процесс втягивания пластиковой нити в зонах, где не осуществляется печать. Используйте эту функцию обязательно.
Fill — заполнение модели — «заливка»
- Bottom/Top Thickness (mm) — Высота нижнего и верхнего слоя — «дно и крышка». Чем выше это значение, тем толще основание и верх печатаемой модели.
- Fill Density(%) в процентах параметр заливки вашей модели структурами ребер жесткости 100% — приведет к полному залитию модели внутри стенок пластиком. 0% — к отсутствию заливки.
3D печать и CURA
Speed and Temperature — скорость и температура
- Print Speed (mm/s) — значение, отвечающее за скорость печати. Чем выше скорость, тем хуже модель печатается — это факт вибрации ремней (реверсивная вибрация), проблемы с погашением энергии скорости печатающей головки и т.п. Многие модели 3D-принтеров хвастаются скоростью печати под 300mm/s – но результат не всегда такой, как ожидается. Диапазоны нормальных скоростей зависят от вашей конструктивной особенности принтера. 50-70(mm/s) — кому-то хорошо, а кто-то доволен печатью при 100(mm/s). Медленней печатаете — лучше на выходе модель. Экспериментируйте сами на базе вашего принтера и его возможностей
Support — поддержки и структуры поддержки
- Support type — выбор типа поддержек. None-нет. Touching Build plate- параметр, при котором создаются опорные структуры для моделей, где свисающие элементы модели могут касаться рабочего стола принтера. Everywhere- структуры поддерживают свисающие элементы. Везде создаются и печатаются на самой модели.
- Platform Adhesion type — Типы элементов поддержки, завязанных на адегезии удержания вашей модели на рабочем столе. Brim- создает удерживающие контуры вокруг основной модели, не давая ей отгибаться и отклеиваться от стола по краям и т.п.
- Raft- Плот. Создает основание из линий, ряда 2-3 высотой. Основание плот-пластика-процесс, когда между вашей моделью и рабочим столом создается некая «подушка» из пластика. На ней потом начинается печать основной модели. Часто используется при печати АБС и на столах с сильной перфорацией.
3D печать и CURA
Вкладка Advanced:
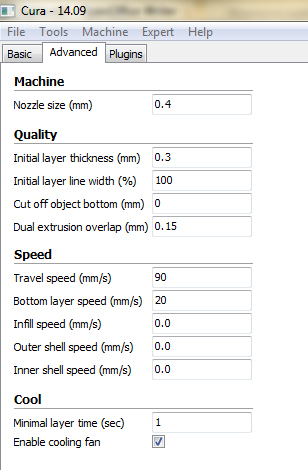
- Nozzle size (mm) — диаметр сопла экструдера. У многих по умолчанию 0.4 мм.
- Initial layer Thickness (mm) – Высота/толщина первого слоя. Более толстый слой легче прилипает, поэтому рекомендуется поставить значения 0.3. Если значение ровно 0.0, то первый слой будет иметь ту же высоту/толщину, что и все остальные.
- Initial layer line width (%) — дополнительный фактор по ширине для экструзии первого слоя. К некоторым принтерам хорошо иметь более широкую экструзию на первом слое, чтобы получить лучшее прилипание к платформе. Оптимальная ширина — 100%.
- Cut off object bottom (mm)- параметр, позволяющий вам отрезать часть модели,срезать ее от основания печати. Очень удобно, например, отпечатать только голову, а не весь бюст
- Travel speed (mm/s) — ваша скорость движения печатающей головки вне зоны печати. Можно ставить 150(mm/s)-90(mm/s), если позволяет оборудование
- Bottom layer speed (mm/s) — скорость печати основания модели. Оптимально — 20 (mm/s)
- infill speed (mm/s) — скорость заполнения вашей модели. Ее заливка внутри. По желанию вы можете оставить 0.0 и она будет равна общей установленной скорости печатаемой модели. Увеличив ее — уменьшим общее время печати.
- Outer shell speed (mm/s) — скорость печати внешней оболочки вашей модели.
- Inner shell speed (mm/s) -скорость печати внутренней оболочки вашей модели. Экспериментируйте. В зависимости от задач и цели, оставляя на 0.0 — она будет равна общей установленной скорости печатаемой модели
3D печать и CURA
Expert Config
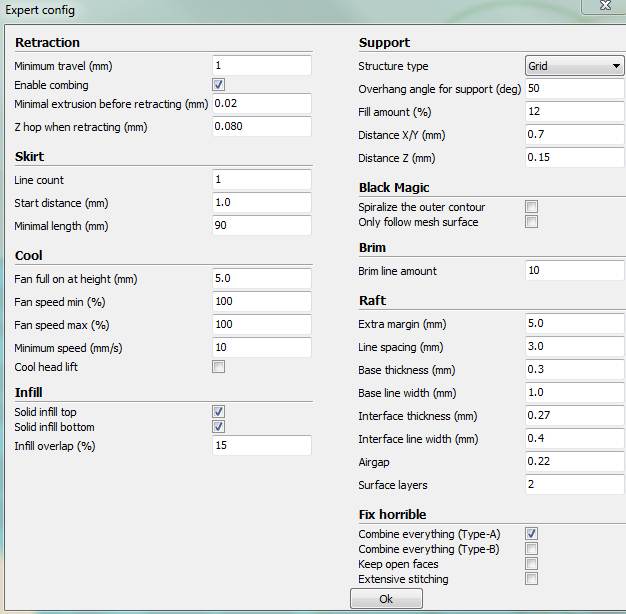
- Retraction — параметры ретракции втягивания пластика вне зоны печати.
- Minimum travel (mm) — использую значение 1 мм
- Enable Config — включена галочка.
- Minimal extrusion before rectracting (mm) — отвечает за минимальную экструзию пластика перед ретракцией. Нормальное значение — 0.02 мм
- Z hop when retracting (mm) — полезный параметр. Позволяет опускать стол, когда происходит перемещения печатающей головки между ретракцией и печатающим слоем. Таким образом, модель чуть опускается, пока сопло проезжает над ним, избегая моментов зацепления за завитки пластика.
- Skirt — юбка — контурный слой, создаваемый вокруг вашей модели. Полезно, чтобы увидеть, как откалиброван, например, ваш принтер.
- Line count- количество линий.1
- Start distance (mm) — дистанция в миллиметрах от объекта. 1мм
- Minimal length (mm) — минимальная длина. 90мм
- Cool — Охлаждение. Работа кулеров, обдувающих сопло и стол. Необходимо для охлаждения вашего пластика и модели. Тут вы задаете минимум максимум в процентах .
- Fan full on at height (mm) — охлаждение, которое включается на максимум при достижении высоты определенного слоя, который вы зададите
- Cool head lift- параметр, отвечающий за отъезд сопла от верхушек модели для их охлаждения, затем возвращения и продолжения печати.
3D печать и CURA
Support — поддержки и типы
- Grid — тип решётка, line- тип линии
- Overhang angle for support(deg) — значение в градусах, при котором нужно строить поддержки.
- Fill amount (%) — процент их плотности построения. Дальше идут параметры дистанции между объектом и поддержками по осям. Они влияют на фактор не «сваривания-спекания» основной модели и поддержек .
- Black Magic — раздел для создания «ваз» и контуров чисто по 3д-модели. Создают спиральный контур движения пластика-процесс его опутывания вокруг основной модели.
- Brim — удерживающая контур обводка вокруг вашей модели в несколько слоев по желанию. Ставим 20 -10 линий.
- Raft — параметры создания плота-прокладки между моделью и вашим рабочим столом…
Продолжение следует…
3D печать и CURA
https://www.youtube.com/watch?v=-yeLlEI8cKk





