
Як роздільна здатність 3D друку впливає на вибір 3D принтера
Роздільна здатність в 3D-друці – що означає цей термін? Як роздільна здатність 3Д принтера впливає на друк моделей і яким чином вона відрізняється у принтерів на основі технологій SLA, FDM і DLP? Як роздільна здатність по осях XY і Z впливає на якість моделей, виготовлених на 3D-принтері? Який мінімальний розмір елементів і яку товщину шару слід обрати?
Роздільна здатність і мінімальний розмір елементів
Поняття “роздільна здатність” фігурує в конкурентній гонці виробників техніки вже кілька десятиліть. Для пристроїв з дисплеями, наприклад телевізорів, мобільних телефонів або планшетів, це одна з головних характеристик. Коли мова йде про цей параметр в друкарні, то здатність 1200 на 1200 точок на дюйм в двох вимірах X і Y – досить зрозуміла для користувача і не вимагає пояснень. Якщо ж додати до друку ще один вимір Z, то тут є нюанси, які ми розглянемо в цій статті.
У 3D-друці і аддитивному виробництві потрібно враховувати три виміри: два площинних двовимірних виміри (X і Y) і третій вимір Z, за допомогою якого і здійснюється тривимірний друк. Так як точність друку по осях площини XY і по третій осі Z, як правило, контролюються різними механізмами, їх роздільні здібності можуть відрізнятися. Тому їх потрібно розглядати окремо. В результаті, інтерпретація терміну «роздільна здатність в 3D-друці» може призводити до плутанини і необгрунтованим очікуванням до якості друку.
Роздільна здатність в 3D-друці: порівняння різних технологій 3D друку

Стереолітографічні 3Д принтери Formlabs з високою роздільною здатністю – відрізняються високою роздільною здатністю осі Z і низьким мінімальним розміром елементів на площині XY, що дозволяє їм передавати дрібні деталі.
З факторів, які впливають на роздільну здатність 3Д принтера складно виділити якийсь один. З огляду на те, що 3Д принтери створюють деталі в трьох вимірах, доводиться брати до уваги мінімум два фактори: мінімальний розмір елементів площини XY і роздільну здатність осі Z (товщину або висоту шару). Завдяки тому, що роздільну здатність осі Z легко визначити, виробники найчастіше вказують її. Навіть незважаючи на те, що вона менше пов’язана з якістю друку і поверхні. Більш важлива роздільна здатність XY (мінімальний розмір елемента) вимірюється складніше, тому не завжди з’являється в технічних характеристиках.
На практиці це означає, що 3Д принтер повинен відрізнятися високими характеристиками в обох категоріях, тобто у всіх трьох вимірах.
3Д друк на основі технологій SLA і FDM
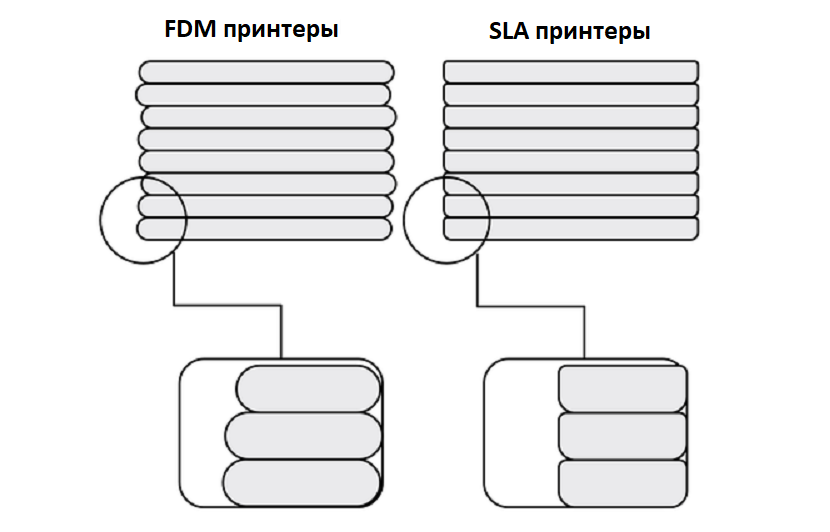
Технології не стоять на місці. І тепер 3Д принтери на основі технології SLA, які використовують полімеризацію смол лазером, демонструють перевагу в якості друку перед принтерами FDM, які застосовують “надбудову” розплавленим пластиком. SLA-принтери друкують моделі з більш гладкою поверхнею і більш високим ступенем деталізації, але не завдяки тому, що можуть забезпечити набагато меншу товщину шару. Причина підвищення якості 3Д-друку – значно більш висока роздільна здатність по осях X та Y.

Стереолітографічні 3Д принтери (праворуч) мають велику роздільну здатність і дозволяють отримати моделі з більш гладкою поверхнею і більш високим ступенем деталізації, ніж FDM-принтери (зліва).
На відміну від 3D-принтерів на основі технології FDM, мінімальний розмір елементів в площині XY в SLA 3D-принтерах не обмежується динамікою потоку розплавленого пластику, а в більшій мірі визначається оптикою і кінетикою радикальної полімеризації. Якщо говорити простіше, то деталізація моделі по XY в принтерах SLA залежить від діаметра лазерної плями і приблизно відповідає її розміру. А лазерні плями можуть бути дуже маленькими, особливо в порівнянні з соплами на FDM-принтерах.
3D-друк на основі технологій SLA і DLP
Технології 3D-друку на основі полімерів, такі як SLA, LFS і DLP, забезпечують максимальну роздільну здатність всіх процесів 3Д друку, доступних для настільних принтерів. Основні одиниці виміру процесів SLA і DLP – різні форми. Це ускладнює порівняння принтерів тільки по числовим характеристикам.
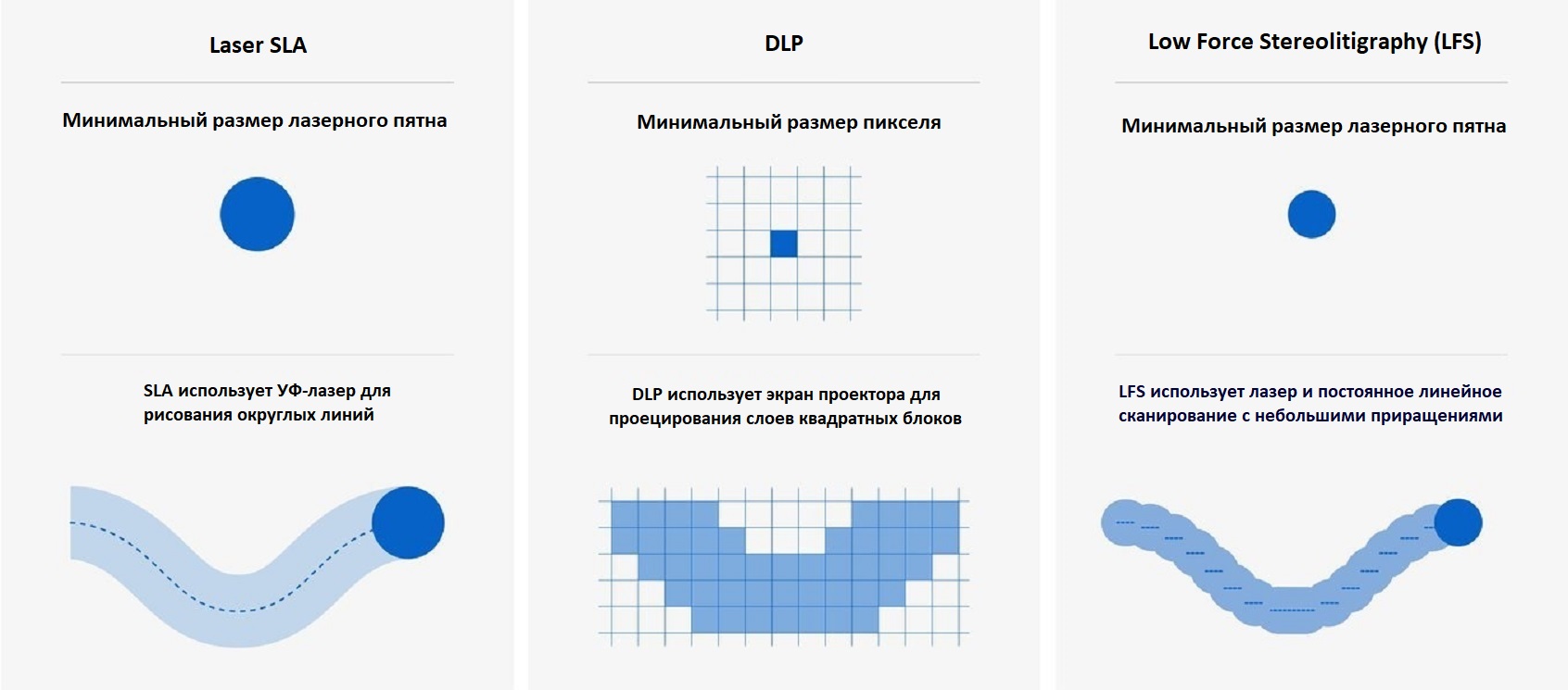
3D-принтери на основі технології DLP мають нерухому щодо робочої області матрицю пікселів. А SLA і LFS принтери, в яких використовується лазер, фокусують промінь лазера в будь-який координаті площини XY. Отже, лазерні 3Д принтери з високою якістю оптики можуть точніше відтворити поверхню моделі, навіть якщо розмір лазерної плями більший, ніж розмір пікселя в DLP-принтері.

SLA і LFS (зліва): лінії шарів практично не видимі, шорсткість поверхні знижується, забезпечуючи більш гладеньку поверхню, а на прозорих матеріалах – моделі з більшою прозорістю. У DLP (праворуч) для побудови об’ємних фігур застосовуються прямокутні вокселі, що може привести до появи вертикальних ліній.
Роздільна здатність в 3D-друці по осях XY
У світі 3D-друку фактор, який найбільше впливає на якість моделей – це роздільна здатність XY. Поняття горизонтальної роздільної здатності XY різне в різних технологіях 3Д друку:
- 3Д принтери SLA – поєднання розміру лазерної плями і величини кроків, за допомогою яких можна управляти променем;
- DLP принтери – розмір пікселя, найменшої деталі, яку проектор може відтворити в одному шарі;
- FDM принтери – найменша відстань, на яку може переміститися екструдер в межах одного шару.
Як правило, чим нижче це значення, тим вища деталізація. Але це число не завжди вказується в технічних характеристиках, а навіть якщо вказується, то не завжди правильно. Щоб отримати уявлення про справжню роздільну здатність XY, важливо розуміти принцип роботи принтера.
Щоб дізнатися, як горизонтальна роздільна здатність XY впливає на якість моделі, проведемо тест на SLA 3Д принтері Form 2. Розмір лазерної плями в ньому становить 140 мікрон, що має дозволяти йому відтворювати дрібні деталі на площині XY. Перевіримо, чи відповідає ця ідеальна роздільна здатність істині.
Проектування моделі задля перевірки роздільної здатності 3Д принтера

Для перевірки мінімального розміру елемента на площині XY для Form 2, візьмемо модель (зліва) з лініями товщиною від 10 до 200 мікрон і роздрукуємо її фотополімером Clear Resin (праворуч).
Модель являє собою прямокутний блок з лініями різної ширини в горизонтальному, вертикальному і діагональному напрямках, які нанесені для запобігання зсуву. Товщина ліній становить від 10 до 200 мкм, лінії нанесені через 10 мкм і мають висоту 200 мкм, що відповідає двом шарам при друці з дозволом 100 мкм для осі Z. Цю модель двічі промили в розчині ізопропілового спирту і піддали фінальній полімеризації протягом 30 хвилин.
Аналіз моделі

Модель сфотографували і пофарбували в зелений колір для поліпшення сприйняття. Вертикальна жовта лінія з чорними точками в правій стороні вікна призначена для вимірювання ширини сфотографований лінії.
Після фінальної полімеризації модель поміщено під мікроскоп і зроблено світлини у високій якості для подальшого аналізу. За допомогою ImageJ, безкоштовної програми для аналізу зображень від Національних інститутів охорони здоров’я США (NIH) пікселі зображень масштабувані і виміряна фактична ширина надрукованих ліній. Таким чином, зібрано більше 50 точок даних на ширину лінії, щоб виключити помилки вимірювання і варіабельність. Проаналізовано три моделі, роздруковані виготовлені на двох принтерах.
Аналіз результатів
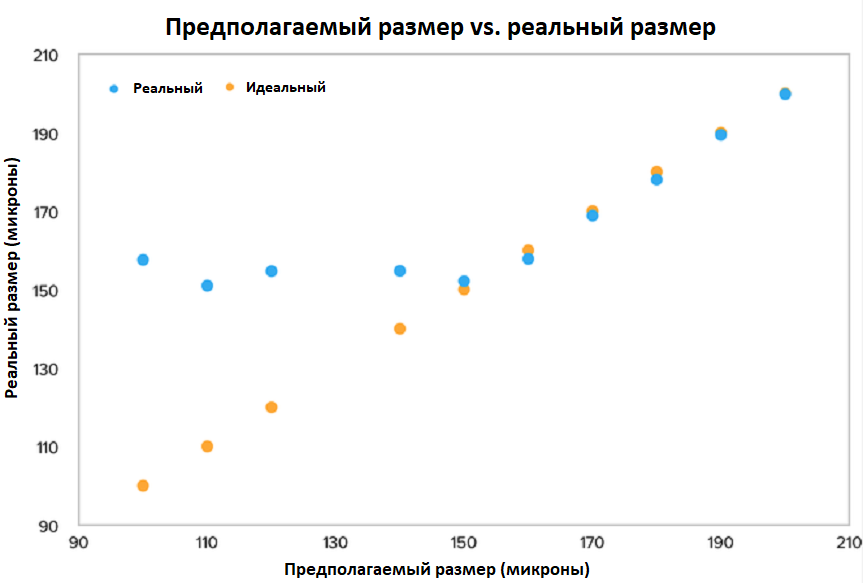
Результати показують, що Form 2 має таку ж ідеальну і фактичну роздільну здатність XY для елементів моделей розміром від 150 мкм.
У міру того як ширина лінії зменшується з 200 до 150 мкм, вимірювані значення практично збігаються з ідеальними, і знаходяться в межах 95% довірчого інтервалу. У міру того як передбачувана ширина лінії стає менше 150 мкм, вимірюваний інтервал починає значно відхилятися від ідеального. Це означає, що принтер може надійно відтворювати на площині XY елементи розміром до 150 мкм, що відповідає товщині людської волосини.
Мінімальний розмір елементів на площині XY у принтера Form 2 становить близько 150 мкм – всього на 10 мкм більше, ніж розмір плями встановленого в ньому лазера (140 мкм). Мінімальний розмір елемента не може бути менше, ніж розмір лазерної плями. Існує безліч факторів, що впливають на це значення: переломлення лазерного променя, мікроскопічні забруднення, хімічні властивості полімеру і т. д. З огляду на всю екосистему принтера, різниця в 10 мкм є номінальною. Не у всіх 3D-принтерів зазначена роздільна здатність відповідає фактичній, тому перш ніж вибрати відповідну для вашого проекту роздільну здатність, рекомендується провести безліч досліджень.
Якщо вам потрібні моделі з дрібними деталями, шукайте принтер, для якого роздільна здатність XY не просто наводиться як число, а підкріплюється даними вимірювань.
Роздільна здатність в 3D-друці по осі Z
Знайомлячись з технічними характеристиками 3D-принтерів, ви виявите, що один параметр зустрічається частіше, ніж будь-які інші. Це роздільна здатність осі Z. Також відома як товщина або висота шару, вертикальна роздільна здатність була першим основним числовим параметром, за яким розрізнялися ранні 3D-принтери. Перші подібні пристрої ніяк не долали бар’єр в 1 мм, але тепер товщина шарів в 3D-принтерах на основі технології FDM може бути менше 0,1 мм, а в LFS- і SLA-принтерах – ще меншою.
3D-принтери Formlabs підтримують товщину шару від 25 до 300 мкм, в залежності від матеріалу. Такий діапазон значень дозволяє знайти ідеальний баланс між швидкістю і якістю друку. Але головне питання полягає в тому, яка товщина шару буде ідеальною для вашої моделі.
Чи завжди менш тонкі шари краще?
Висока роздільна здатність в 3D-друці впливає на інші параметри. Чим тонший шар, тим більше шарів потрібно надрукувати, в результаті чого збільшується час виготовлення моделі: як правило, друк із роздільною здатністю в 25 мкм виконується в чотири рази довше, ніж з дозволом в 100 мкм. Крім того, чим більше шарів, тим вище ймовірність виникнення помилок. Наприклад, навіть при коефіцієнті успішного друку шарів в 99,99%, чотириразове збільшення роздільної здатності знижує шанси на успішний друк моделі з 90% до 67%. За умови, що шар з помилкою призводить до браку.
Чим менша товщина шару, тим довше виконується друк, і тим вища ймовірність виникнення помилок і спотворень.
Чи правда, що чим вища роздільна здатність (чим тонше шари), тим вище якість готових моделей? Не завжди. Це залежить від моделі і роздільної здатності XY 3D-принтера. Як правило, чим менша товщина шару, тим довше виконується друк, і тим вище ймовірність виникнення спотворень і помилок. У деяких випадках друк моделей з більш низькою роздільною здатністю (тобто з більш товстими шарами) може навіть привести до підвищення якості.
Коли тонкі шари не потрібні
Більш тонкі шари зазвичай асоціюються з більш плавними переходами по діагоналях, через що багато користувачів доводять роздільну споосбность Z до межі. Але що якщо модель складається в основному з вертикальних і горизонтальних граней, з прямими кутами і невеликою кількістю діагональних поверхонь? У таких випадках збільшення кількості шарів не призведе до підвищення якості друку.
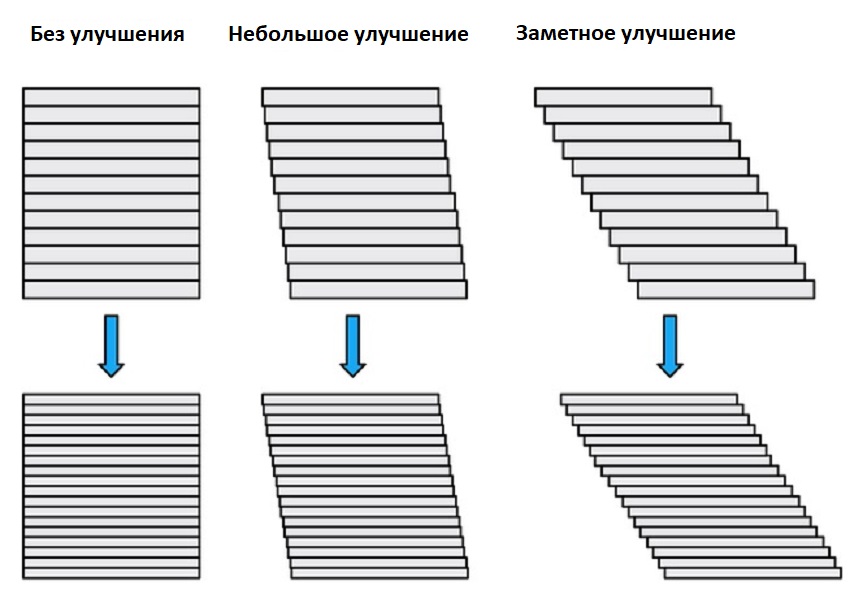
Проблема посилюється, якщо роздільна здатність XY даного принтера не ідеальна і він «виходить за рамки» при формуванні зовнішніх граней. Чим більше шарів, тим більше невідповідних виступів буде на поверхні. В цьому випадку готова модель буде виглядати набагато гірше, навіть якщо роздільна здатність Z буде вищою.
Коли потрібно збільшувати роздільну здатність Z
Бувають випадки, коли потрібно збільшити роздільну здатність. За наявності принтера з хорошою роздільною здатністю XY і моделі зі складними елементами і безліччю діагональних граней, зменшення товщини шарів дозволить отримати фізичну модель значно кращої якості. Крім того, якщо ця модель маленька (не більше 200 шарів), то збільшення роздільної здатності осі Z призведе до реального поліпшення якості.
Деякі дизайнерські рішення виграють від більш високої роздільної здатності Z: органічні форми, заокруглені арки, дрібне тиснення і високохудожнє гравірування.

Для дрібної моделі з великою кількістю деталей і арочними елементами, потрібна більш висока роздільна здатність Z. Цей собор був надрукований на принтері Form 2 з роздільною здатністю в 25 мкм.
Намагайтеся дотримуватися такого загального правила. Друкуйте більш товсті шари і підвищуйте роздільну здатність Z тільки тоді, коли це дійсно необхідно. При правильному поєднанні принтера і типу моделі, більш висока роздільна здатність Z дозволить вибагливі деталі вашої конструкції.

Полімер Grey Resin дозволяє здійснювати друк з роздільною здатністю 160 мкм. Оцініть різницю в швидкості самостійно.
Програмне забезпечення PreForm компанії Formlabs дозволяє вибирати товщину шару. Починаючи з версії PreForm 3.0.3, з полімеру Grey Resin можна друкувати моделі з висотою шару 160, 100, 50 і 25 мкм. Друк з роздільною здатністю 160 мкм прискорить процес ітерації. Це дозволить інженерам переходити від проекту до готової моделі ще швидше. А стоматологи можуть виготовляти більше елайнеров за день без шкоди якості.
Почніть роботу з 3D-принтером з високою роздільною здатністю
Сподіваємося, що після того, як ви познайомилися з поняттям роздільної здатності і розібралися з відмінностями в технологіях і результатах 3D-друку, вам буде набагато простіше обрати 3D-принтер, який оптимально відповідає вашим потребам і робочому процесу.
Щоб дізнатися більше про стереолітографічні 3D-принтери нового покоління, ознайомтеся з інформацією про пристрої Form 3 і Form 3L на основі технології LFS.
Бажаєте на власні очі побачити, як виглядають моделі, надруковані з високою роздільною здатністю? Замовте у нас зразок 3Д-друку.
Читайте також інші матеріали, які допомагають обрати 3D принтер:
Як обрати технологію для настільного 3D-друку: FDM, SLA і SLS. Швидкість
Як обрати технологію для настільного 3D-друку: FDM, SLA і SLS. Ціна





