

- Доступність: В наявності
- Код товару: 00-08800490
- Вага в упаковці: 0.50kg
Ultrafuse® Support Layer – матеріал підтримки для металевих ниток
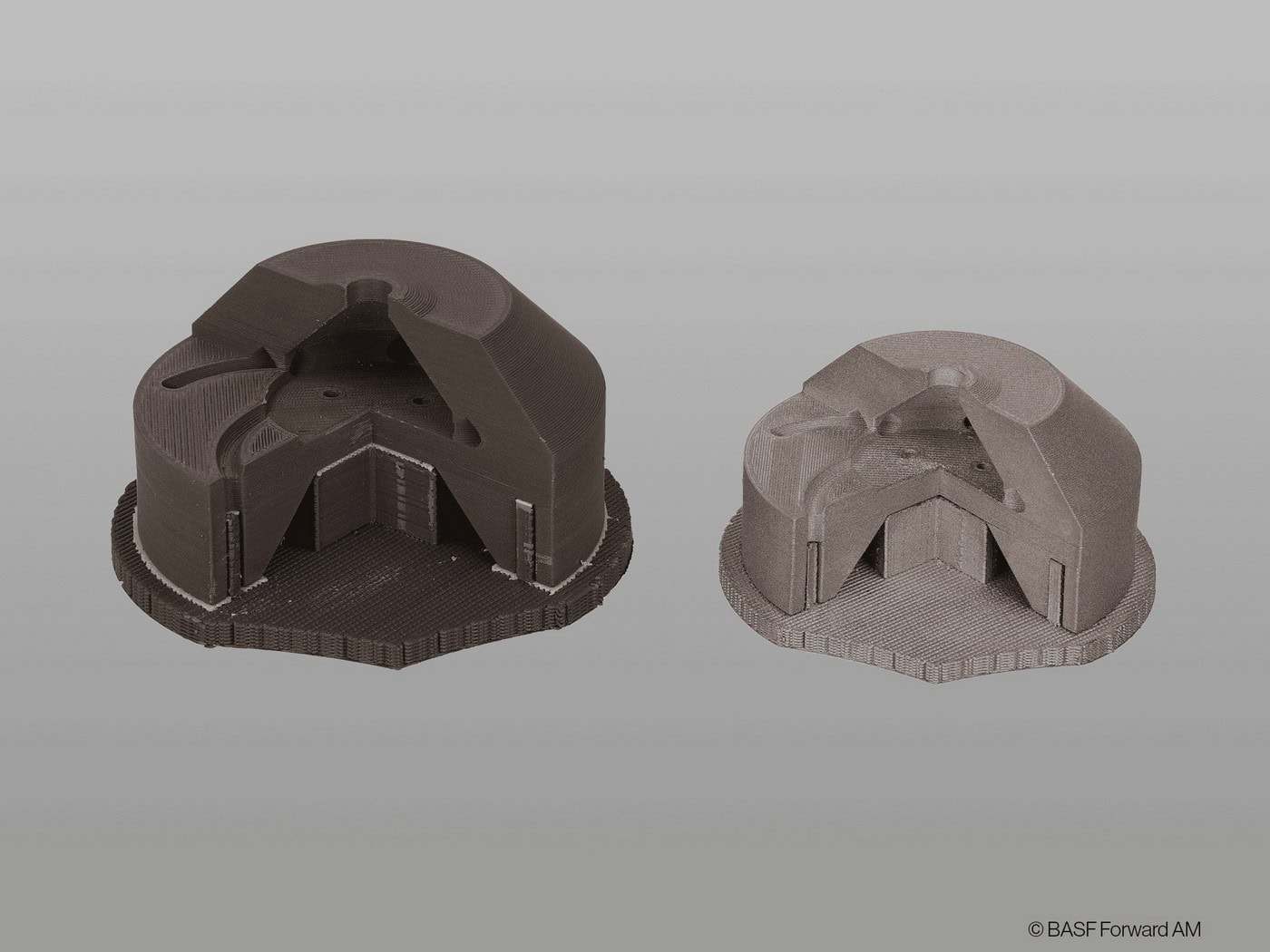
Опорна нитка Ultrafuse® Support Layer, розроблена для 3D-друку в поєднанні з металевими нитками Ultrafuse®. Перевагою матеріалу є те, що між опорними структурами та об’єктом утворюється бар’єр під час спікання та полегшує відокремлення опори від металевої частини.
Ultrafuse® Support Layer не розроблено для друку окремих частин і його слід друкувати як шар, прикріплений до опорних структур у відбитках подвійної екструзії.
Головні переваги
- Можна роздрукувати на будь-якому металевому принтері FFF.
- Дозволяє надрукувати ширший діапазон дизайнів і складних геометрій.
- Відмінна якість поверхні опорних ділянок деталі.
- Зводить до мінімуму спотворення надрукованої частини під час вилучення сполучника та спікання.
- Спрощений робочий процес підготовки деталей до спікання.
* Для друку рекомендується використовувати загартоване сопло з покриттям або рубінове сопло.
Легкий металевий 3D-друк із BASF Ultrafuse
Металеві нитки BASF Ultrafuse спеціально створені для легкого використання на стандартних 3D-принтерах FFF/FDM – найпоширенішому типі обладнання для друку. Матеріали Ultrafuse® 316L та 17-4 PH забезпечують ширші можливості для дизайну за зниженої вартості володіння, що робить процес друку металевих деталей простішим, швидшим та економічно вигіднішим. Додатковий матеріал Ultrafuse® Support Layer забезпечує друк з опорами, які легко знімаються, і підтримує необхідні процеси постобробки. Це значно розширює можливості використання та сфери застосування матеріалу. Завершальні етапи постобробки – видалення зв’язуючих компонентів і спікання – здійснюються через спеціалізовані онлайн-портали Debinding & Sintering або на обладнанні на власному виробництві.
Друк
Друк металевою ниткою BASF Ultrafuse® дуже схожий на друк FFF із пластику, але є кілька важливих деталей, які необхідно враховувати, щоб гарантувати, що повністю металева частина може бути виготовлена.
Промивка та спікання
Після друку елемента наступним етапом є промивання та спікання – процеси, які відрізняють металевий друк від типового 3D-друку FFF. Тільки після їх завершення ми отримуємо повністю металеву деталь.

Опорна нитка Ultrafuse® Support Layer: застосування
- Інструментарій
- Затискні пристрої та пристосування
- Серійне виробництво суцільнометалевих деталей
- Функціональні деталі та прототипи
Деталі матеріалу
- Технічний паспорт (EN)
- Інструкції користувача для Support Layer
- Інструкції користувача для Металічного друку
- Рекомендації моделювання видалення сполучника
- Інструкції з процесу
- Паспорт безпеки (EN)
- Профілі друку для Raise3D
Специфікація
| Технологія друку | FFF |
| Діаметр Пластику (мм) | 1,75 / 2,85 |
| Допуск На Діаметр (мм) | ±0.050 |
| Округлість (мм) | ±0.050 |
| Зовнішній діаметр котушки (мм) | 200 |
| Внутрішній діаметр котушки (мм) | 50.5 |
| Ширина (мм) | 55 |
| Температура Друку (°C) | 240 – 260 °C |
| Температура камери збірки | Пасивно обігрівається, закрита камера |
| Діаметр сопла (мм) | ≥ 0.4 |
| Швидкість друку (мм/с) | 15 – 20 |
| Сумісність із матеріалами | BASF Ultrafuse 316L, BASF Ultrafuse 17-4PH |
| Сумісність із принтерами | Перевірені принтери брендів: UltiMaker, MakerBot, Raise3D, BCN3D, Zortrax |
| Країна Виробник | Германія |
| Вага Пластику (кг) | 0,3 |








