









Опис
Поліпропілен для 3D друку на принтерах Raise3D
Поліпропілен для 3D друку P-filament 721 від PPrint обраний і сертифікований спеціалістами Raise3D для 3D друку на принтерах Raise3D.
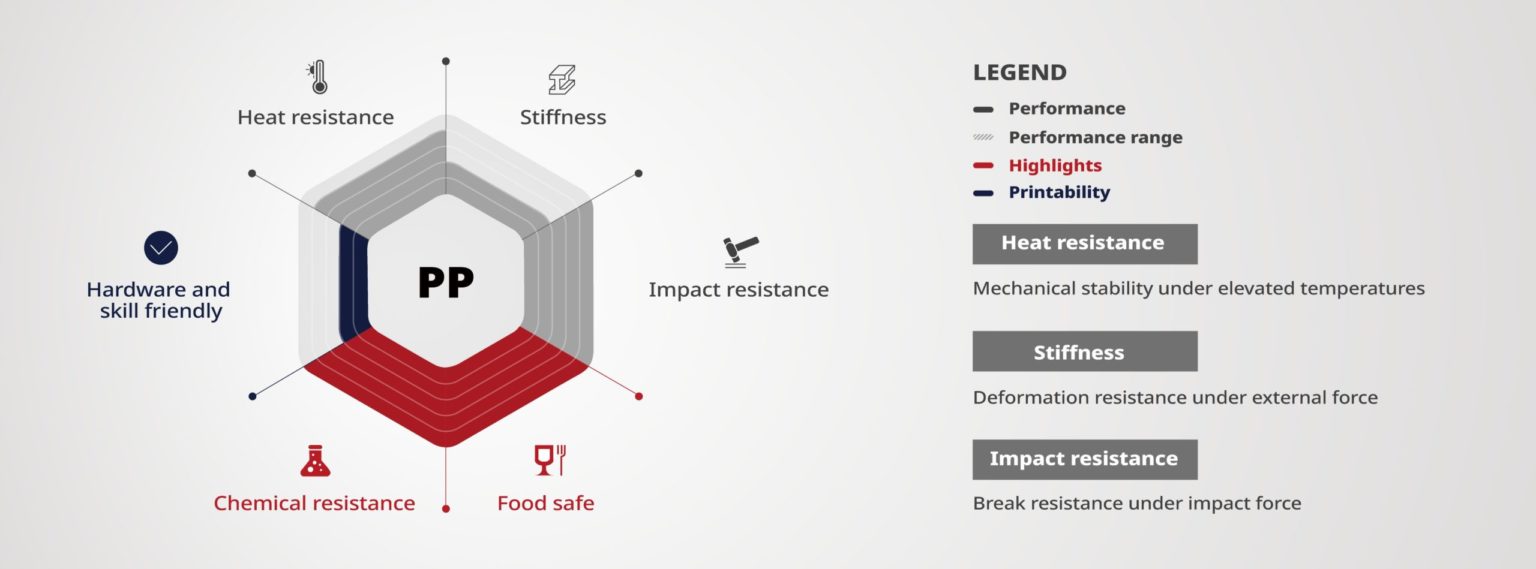
Поліпропілен – це термопластична нитка для 3D-друку, яка має широке застосування в повсякденному житті. Вона відома своєю пружністю, міцністю, стійкістю до розриву та втоми. Завдяки низькій густині, PP ідеально підходить для легких конструкцій. Друковані деталі з PP легко згинаються, скручуються або зминаються. Цей матеріал має широкий спектр застосування, оскільки поліпропілен використовується для виготовлення безпечних харчових, хімічних та медичних виробів, включаючи ортопедичні застосування, завдяки його легкості та низькому коефіцієнту тертя.
Пластик для FDM 3D принтерів P-filament 721 на основі поліпропілену добре підходить для 3D-друку, забезпечуючи чудову продуктивність принтера з низьким викривленням і усадкою в поєднанні з надзвичайно високою адгезією шару. Надруковані з P-filament 721 деталі дуже стійкі до розриву, мають відмінні механічні властивості, чудову хімічну стійкість і температурну стабільність, а також низький опір тертю. Ця нитка може бути використана для реалізації різноманітних додатків – від технічних компонентів до індивідуальних декоративних і художніх об’єктів до іграшок. Харчова безпека вихідного матеріалу PP дозволяє використовувати цю нитку для реалізації додаткових можливостей.
Характеристики поліпропілену
- Відмінна довговічність і міцність
- Хімічна стійкість
- Харчовий безпечний
- Легкий
- Напівгнучкий і стійкий до розривів
Застосування P-filament 721 PPrint
- Функціональні частини
- Медичні та ортези
- Продукція, безпечна для контакту з харчовими продуктами
- Частина, стійка до хімікатів і розчинників
- Прототипування та моделювання
Рекомендовані параметри друку з P-filament 721
- Температура сопла: 210 – 230 °C
- Температура ложа: 25 – 80 °C
- Висота шару: 0,15 – 0,25 мм
- Швидкість друку: 35 – 70 мм/с
- Вентилятор охолодження: Ввімкнений
Особливості друку з P-filament 721:
- Рекомендується висушити матеріал у PrintDry при 60 – 70°C протягом 24 годин перед 3D-друком для кращого зчеплення шару та мінімізації викривлення.
- Попередній нагрів: нагрійте ліжко до 90°C протягом 15 – 20 хвилин перед друком.
- Рекомендовано друкувати в закритій камері, нагрів камери до 65 – 80 °C.
- Для нанесення першого шару використовуйте спеціальну поверхню для друку BuildTak або P-surface 141, або клей Magigoo PP.
- Для кращого зчеплення з ліжком настійно рекомендується застосовувати краї або плот.
- Уникайте щільного та прямокутного заповнення, щоб запобігти викривленню, викликаному кристалізацією ПП.
Специфікація
| Діаметр Пластику (мм) | 1,75 |
| Матеріал | PP |
| Густина (г/см3) | 0,9 |
| Температура Друку (°C) | 210 – 230 |
| Підкладка Для Друку | BuildTak, P-surface 141, Magigoo PP |
| Стіл З Підігрівом | Необхідний |
| Температура Столу (°C) | 25 – 80 |
| Закрита Камера | Рекомендовано |
| Охолодження (%) | Включене |
| Швидкість Друку (мм/с) | 35 – 70 |
| Максимальна Температура Камери (°C) | 50 – 80 |
| Країна Виробник | Китай |
| Вага Пластику (кг) | 0,6 |





Відгуки
Відгуків немає, поки що.