

Слайсер Cura 2: завершение обзора
Сегодняшней статьей мы завершаем обзор популярной программы для подготовки моделей к 3D печати. С обновлением слайсер Cura 2 обрел много полезных функций, большинство из которых мы и постарались рассмотреть в обзоре.
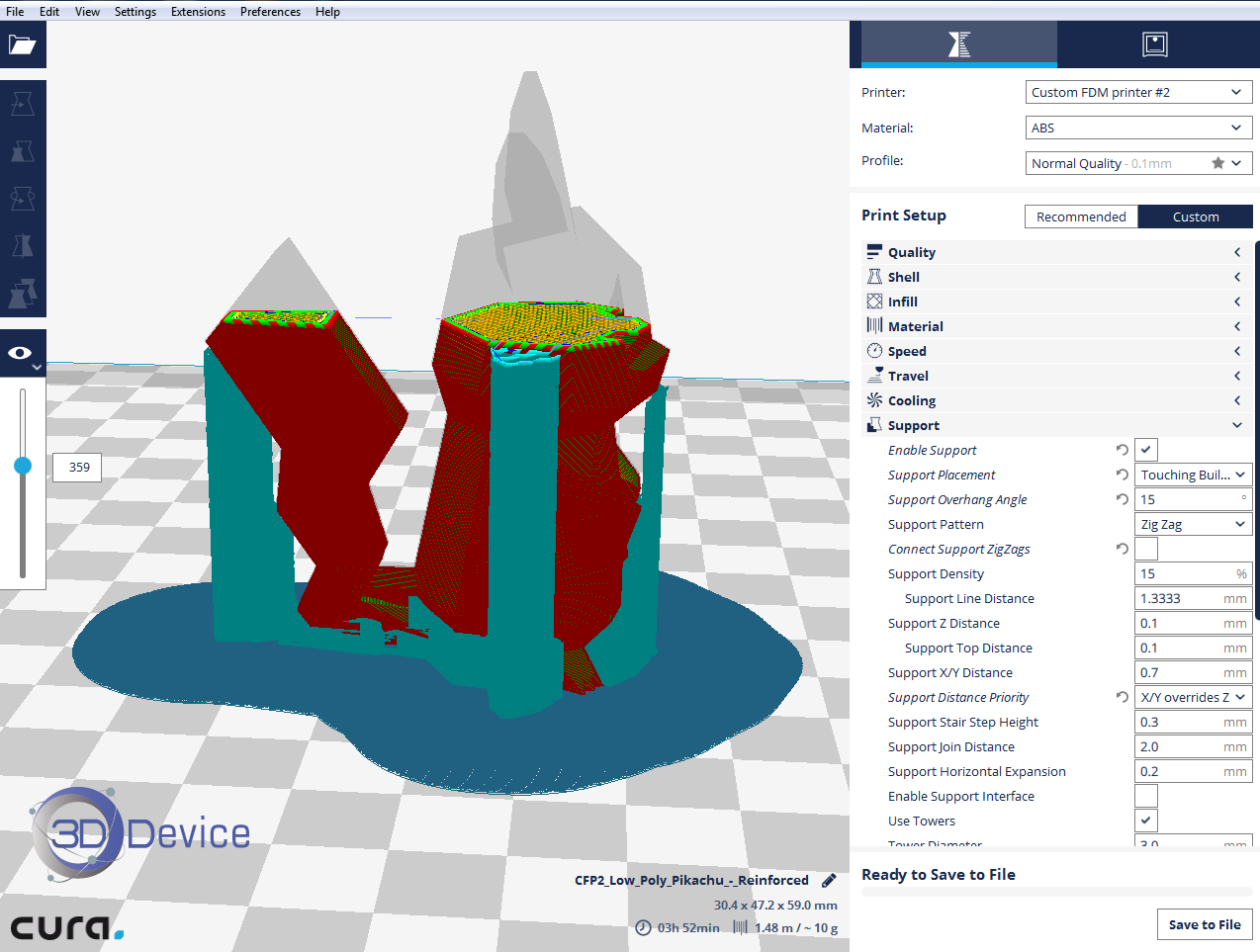
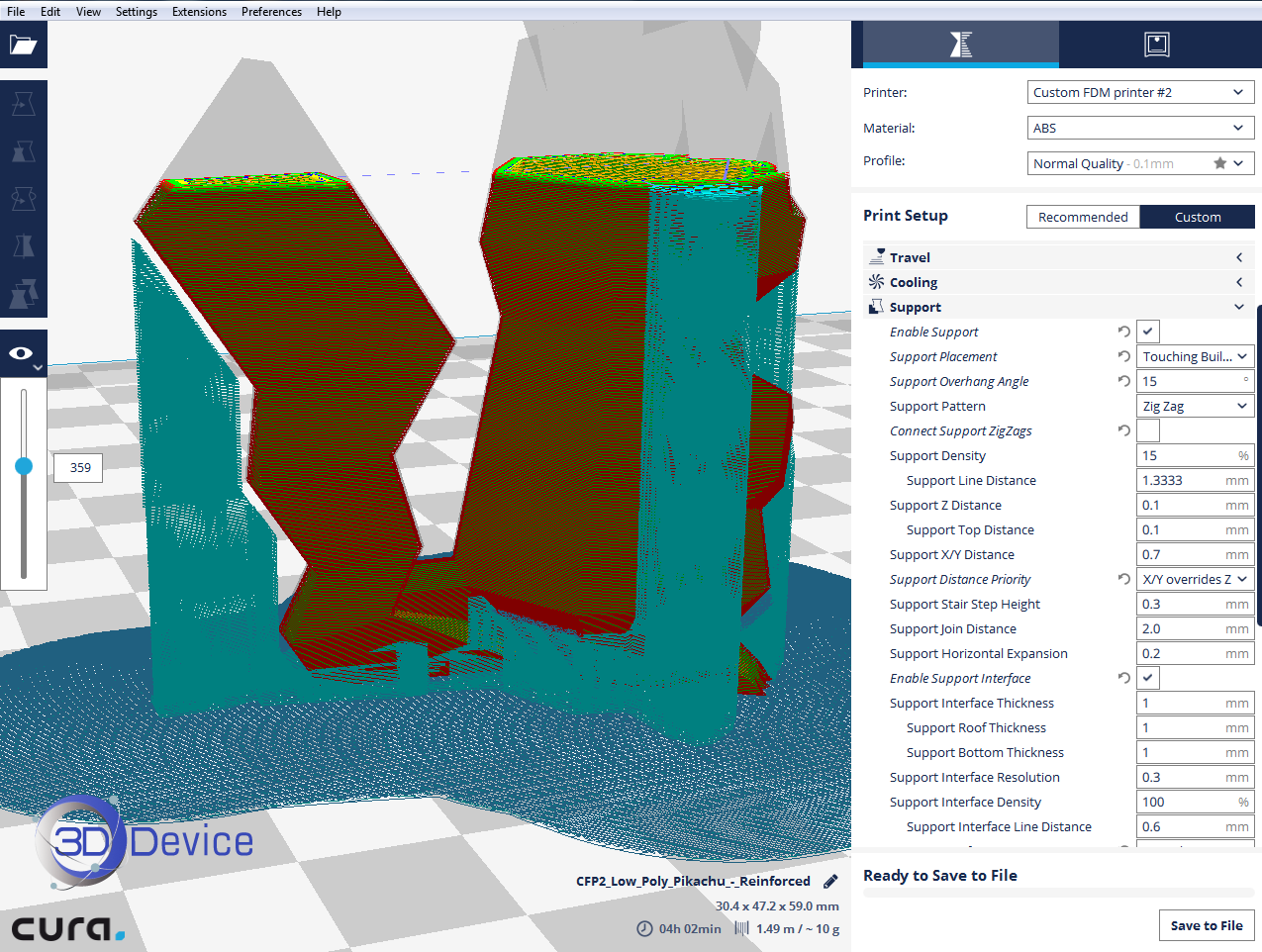
Подошла очередь к настройке очень важного параметра, без которого 3D-печать сложных деталей просто немыслима. Речь идет о поддержке (Support), которая позволяет точно и качественно воспроизводить объекты с нависающими элементами и тонкими частями без провисания пластика.
Поддержка
При необходимости использования данной функции следует активировать параметр «Включить поддержку» (Enable Support).
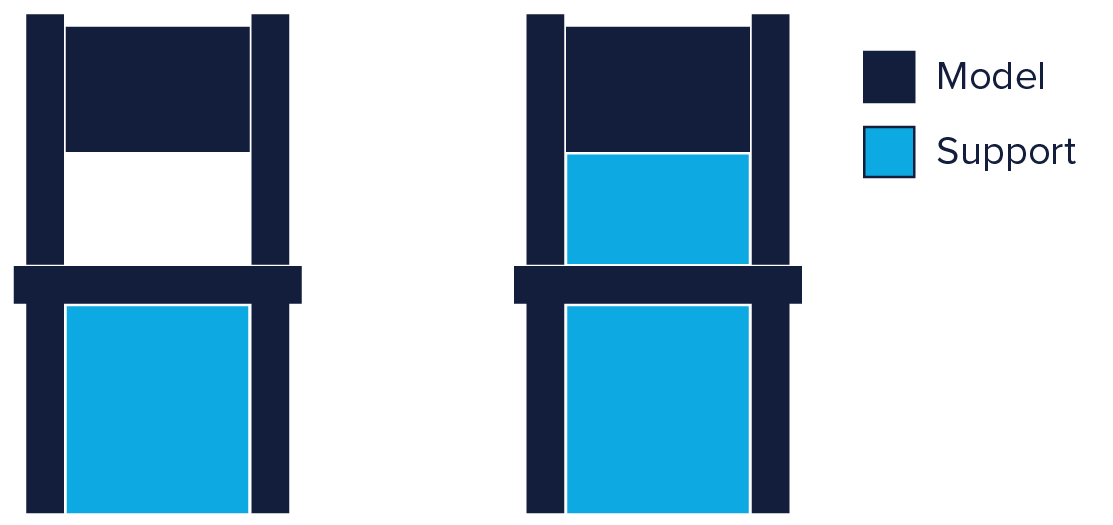
 Теперь следует заняться размещением (Placement). От него зависит точное месторасположение поддержек в 3D-модели. Слайсер Cura 2 предлагает два варианта размещения:
Теперь следует заняться размещением (Placement). От него зависит точное месторасположение поддержек в 3D-модели. Слайсер Cura 2 предлагает два варианта размещения:
- Касаясь рабочей платформы (Touching build plate). Поддержка печатается исключительно со стола вверх;
- Везде (Everywhere). Вспомогательные структуры формируются под каждой деталью, нуждающейся в поддержке. Как внутри так и снаружи модели.
Наглядная разница между этими параметрами видна на рисунке ниже:
 Меню поддержки довольно объемное, и содержит немало настроек. Ниже мы их перечислим и дадим каждой короткое описание.
Меню поддержки довольно объемное, и содержит немало настроек. Ниже мы их перечислим и дадим каждой короткое описание.
Угол нависания (Overhang angle). Максимальный угол расположения нависающих элементов, при котором печатаются поддержки. Чем меньше значение – тем больше поддерживающих элементов. К примеру, при угле в 0˚ поддержка будет печататься для каждой части, в то время как угол в 90˚ не требует вспомогательных элементов вообще.
Узор поддержки (Support pattern). Узоры поддержки специально разработаны для легкого их удаления при достаточной прочности. В этом разделе можно выбрать любой понравившийся узор поддержки.
 Соединение зиг-загов (Connect zig zags). Этот параметр появляется в случае выборе узора «зиг-заг» в предыдущем пункте. При его активации концы зиг-загов соединяются между собой, за счет чего возрастает прочность поддержки и улучшается прилипание к платформе.
Соединение зиг-загов (Connect zig zags). Этот параметр появляется в случае выборе узора «зиг-заг» в предыдущем пункте. При его активации концы зиг-загов соединяются между собой, за счет чего возрастает прочность поддержки и улучшается прилипание к платформе.
Плотность поддержки (Support density). Более высокие значения повышают прочность вспомогательных структур, но при этом поддержку становится труднее удалить.
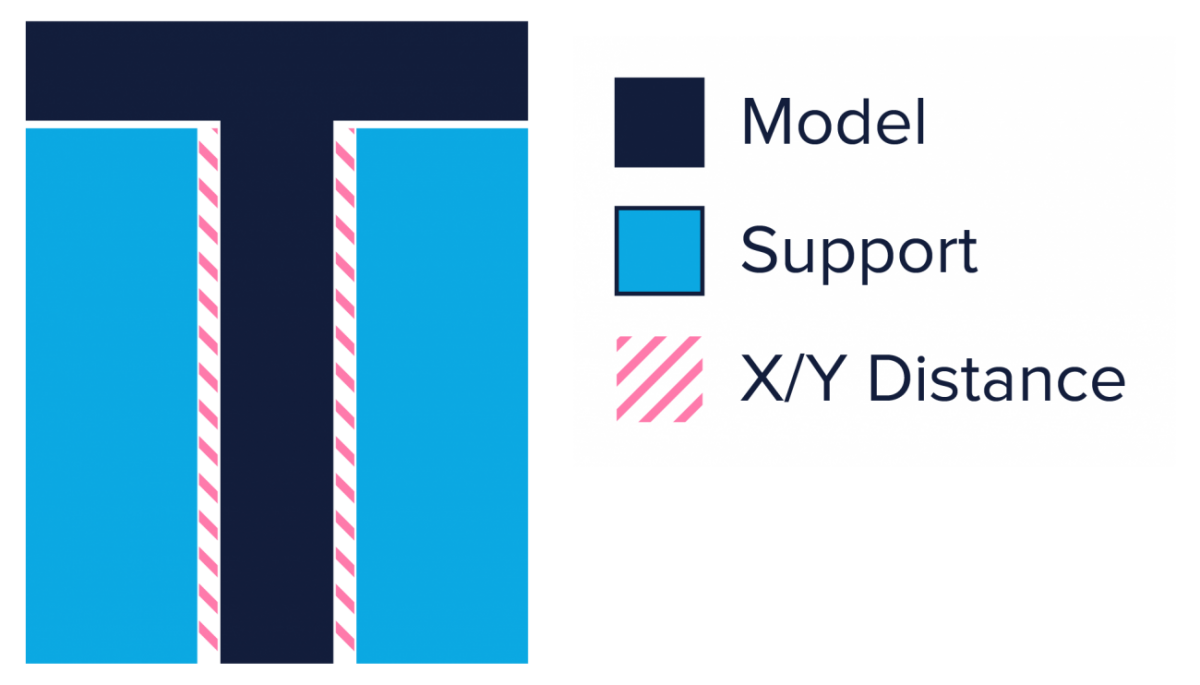
Расстояние X/Y (X/Y distance). Здесь регулируется расстояние между поддержкой и моделью по осям X/Y. Чем выше значение, тем меньше вероятность слишком плотного соединения объекта и вспомогательных структур. С другой стороны, повышение расстояния между опорами и моделью может привести к плохой поддержке элементов.
 Расстояние Z (Z distance). Эта установка разделена на два пункта: расстояние от верхней части поддержки до нижней части модели и расстояние от нижней части поддержки до верхней части модели. Небольшое расстояние между опорными структурами и изделием необходимо для простого удаления поддержек по завершению печати. Низкие значения данного параметра делают модель более гладкой, но могут вызвать трудности при удалении опорных структур.
Расстояние Z (Z distance). Эта установка разделена на два пункта: расстояние от верхней части поддержки до нижней части модели и расстояние от нижней части поддержки до верхней части модели. Небольшое расстояние между опорными структурами и изделием необходимо для простого удаления поддержек по завершению печати. Низкие значения данного параметра делают модель более гладкой, но могут вызвать трудности при удалении опорных структур.
Приоритет расстояния поддержки (Support Distance Priority). Содержит два параметра: Z замещает X/Y (Z overrides X/Y) и X/Y замещает Z (X/Y overrides Z). Стоит помнить, что во втором случае за счет расстояния X/Y может произойти деформация поддержек за счет реального расстояния Z относительно нависающих элементов.
Высота шага ступени (Stair step height). Если выбран тип поддержки «Везде» (Everywhere), опорная структура не будет повторять контуры модели плавно. Вместо этого ее нижняя часть будет представлять своего рода лестницу. Изменением значения данного параметра можно выбрать высоту ступенек этой лестницы. Влияние значений аналогично предыдущему пункту.
 Расстояние соединения (Join distance). Здесь устанавливается максимальное расстояние между опорными структурами в направлении X/Y. Если расстояние между отдельными структурами меньше указанного значения, они будут объединены. То есть, чем выше значения данного параметра, тем быстрее будет происходить объединение поддержек. Не стоит забывать, что чрезмерная плотность опор усложнит их удаление.
Расстояние соединения (Join distance). Здесь устанавливается максимальное расстояние между опорными структурами в направлении X/Y. Если расстояние между отдельными структурами меньше указанного значения, они будут объединены. То есть, чем выше значения данного параметра, тем быстрее будет происходить объединение поддержек. Не стоит забывать, что чрезмерная плотность опор усложнит их удаление.
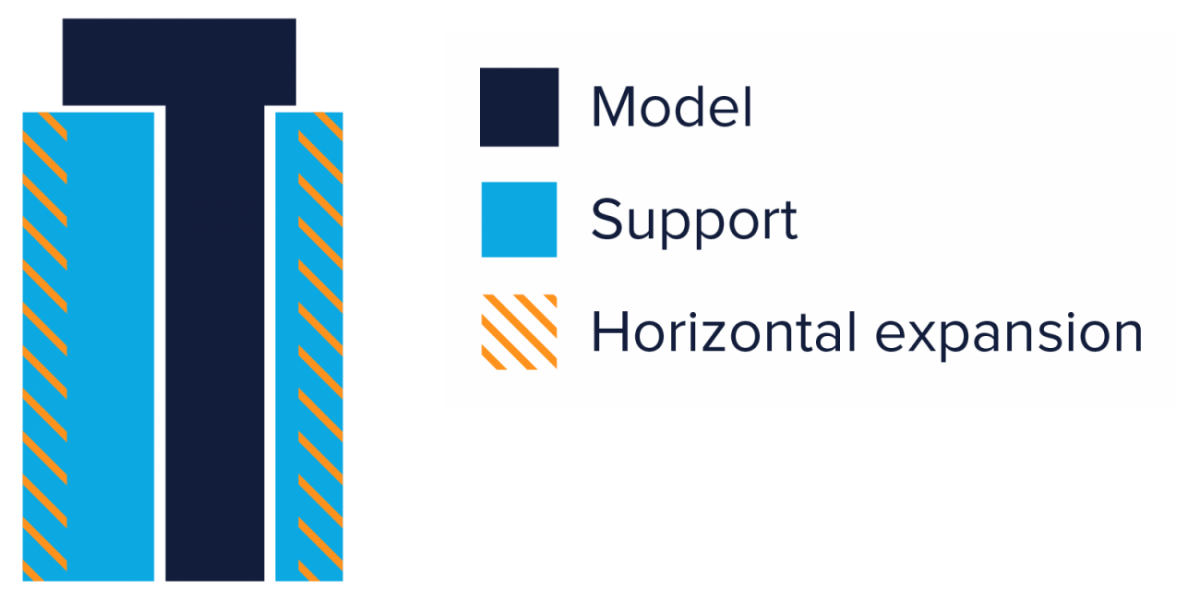
Горизонтальное расширение (Horizontal expansion). В этом параметре можно настроить смещение поддерживающих структур в направлении X/Y. Высокие значения увеличат границы поддержек, что значительно их укрепит. С отрицательными значениями тонкие области опор могут быть полностью удалены.
 Активировать интерфейс поддержки (Enable Support Interface). Происходит генерация плотного интерфейса между моделью и поддержкой. При выборе этого параметра можно настроить такие значения:
Активировать интерфейс поддержки (Enable Support Interface). Происходит генерация плотного интерфейса между моделью и поддержкой. При выборе этого параметра можно настроить такие значения:
- Толщина интерфейса (Support Interface Thickness);
- Разрешение интерфейса (Support Interface Resolution);
- Плотность интерфейса (Support Interface Density);
- Узор интерфейса (Support Interface Pattern).
 Использовать башни (Use towers). При включении данной функции поддерживающие структуры для крошечных нависающих элементов печатаются в виде башен. Этот вид поддержки воспроизводится исключительно для областей, которые меньше установленного диаметра. Все остальные участки будут печататься со стандартными опорными структурами.
Использовать башни (Use towers). При включении данной функции поддерживающие структуры для крошечных нависающих элементов печатаются в виде башен. Этот вид поддержки воспроизводится исключительно для областей, которые меньше установленного диаметра. Все остальные участки будут печататься со стандартными опорными структурами.
Для достижения стабильности диаметр башен больше диаметра области, которую они поддерживают. Но при необходимости, это значение может быть изменено.
Слайсер Cura 2: прилипание к платформе
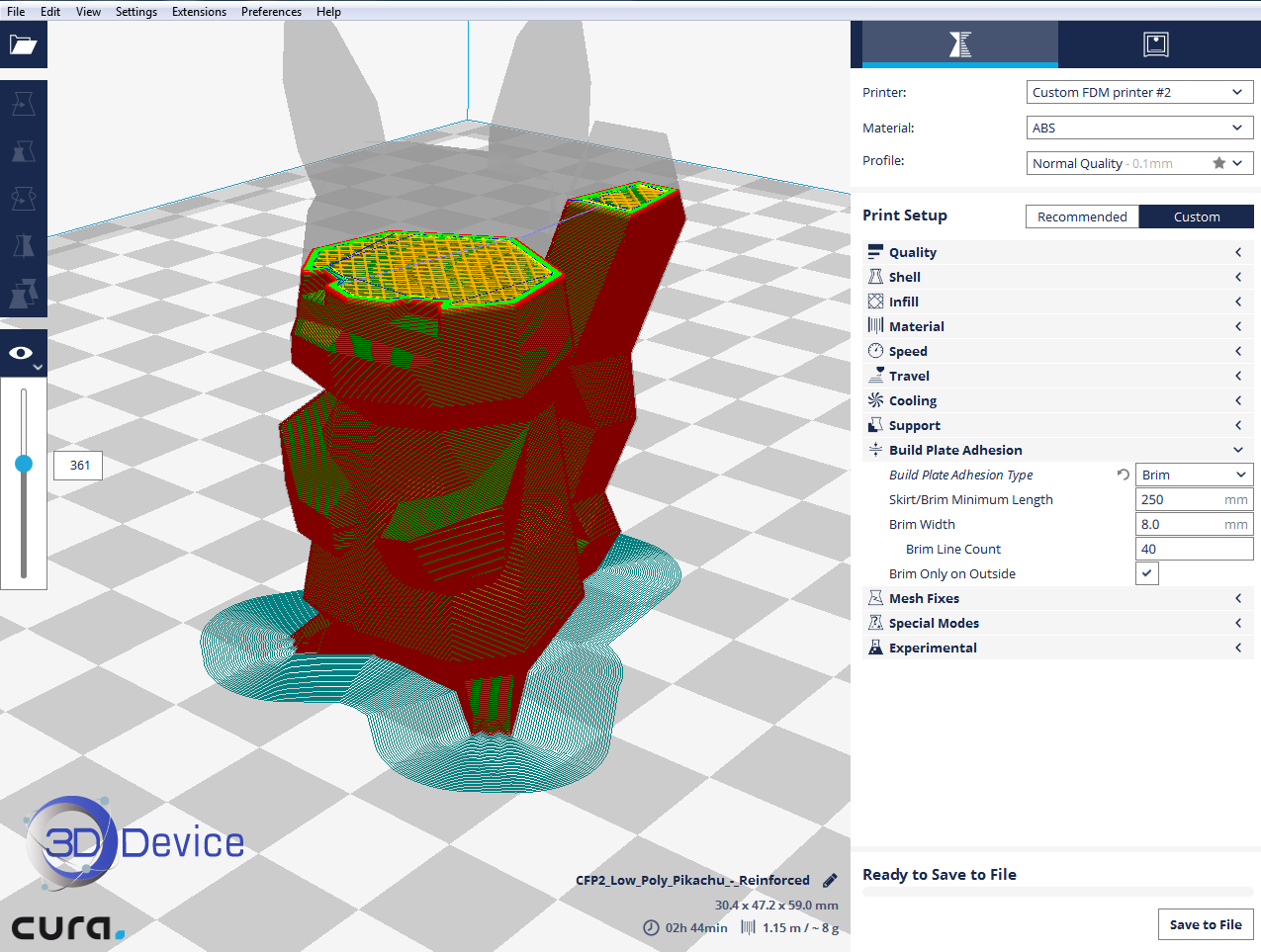
Для качественной печати важно правильно выставить параметр прилипания к платформе (Platform adhesion). От него будет зависеть исход всей печати. В Куре есть три возможных предустановки этого параметра: Brim, Raft и Skirt. Давайте рассмотрим их подробнее.
Brim (Край). Добавляет однослойную плоскую область вокруг основания модели. Брим призван предотвратить деформацию изделия по углам. Идеально подойдет при использовании материалов, дающих высокую усадку (к примеру, ABS).
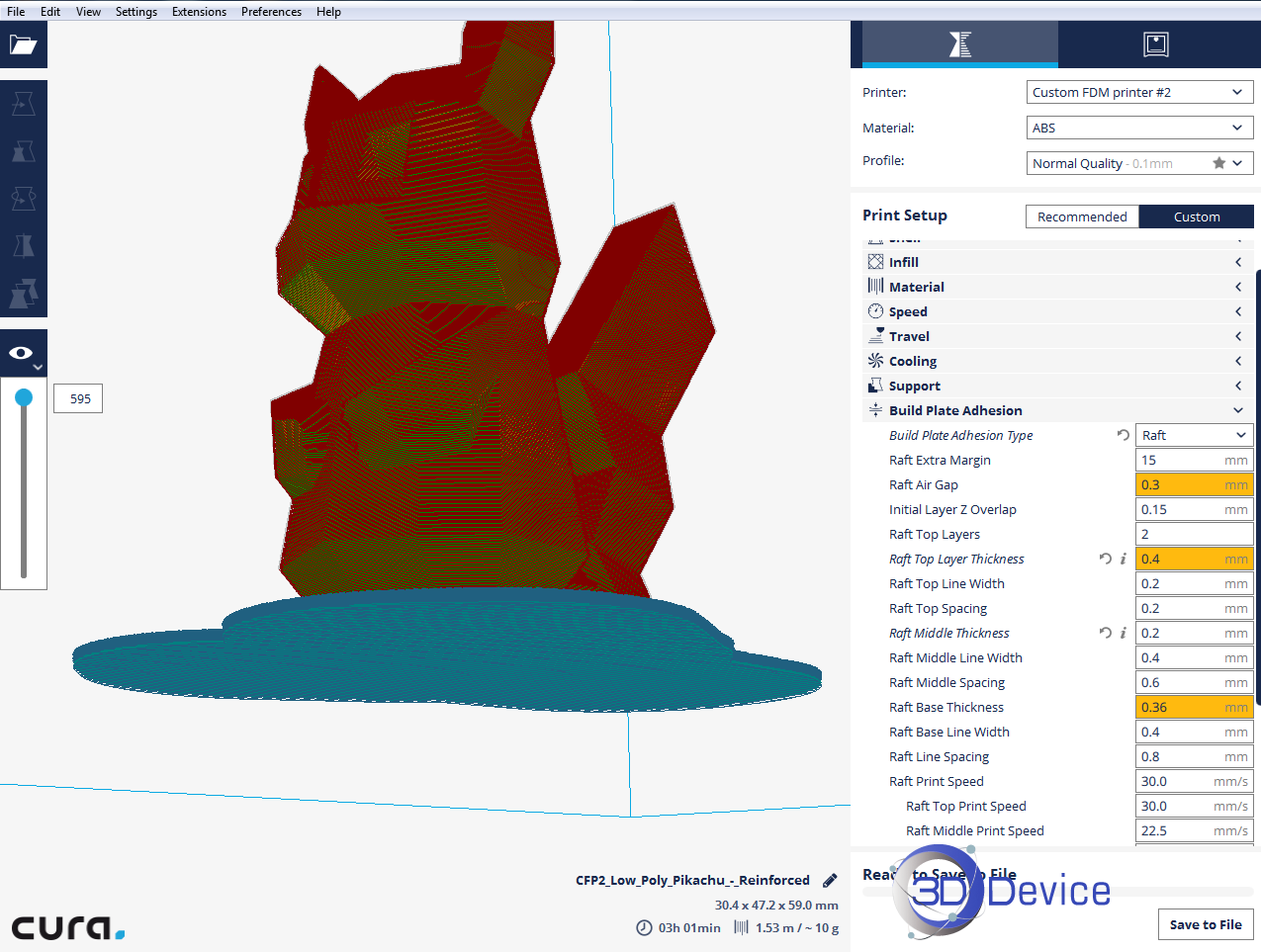
 Raft (Плот). Между основанием модели и рабочей платформой строится толстая сетка закрытой архитектуры. Рафт максимально эффективен в случае, когда основание изделия не полностью плоское и имеет плохое сцепление с поверхностью. Слайсер Cura 2 делит Raft на три слоя: верхний, средний и базовый.
Raft (Плот). Между основанием модели и рабочей платформой строится толстая сетка закрытой архитектуры. Рафт максимально эффективен в случае, когда основание изделия не полностью плоское и имеет плохое сцепление с поверхностью. Слайсер Cura 2 делит Raft на три слоя: верхний, средний и базовый.
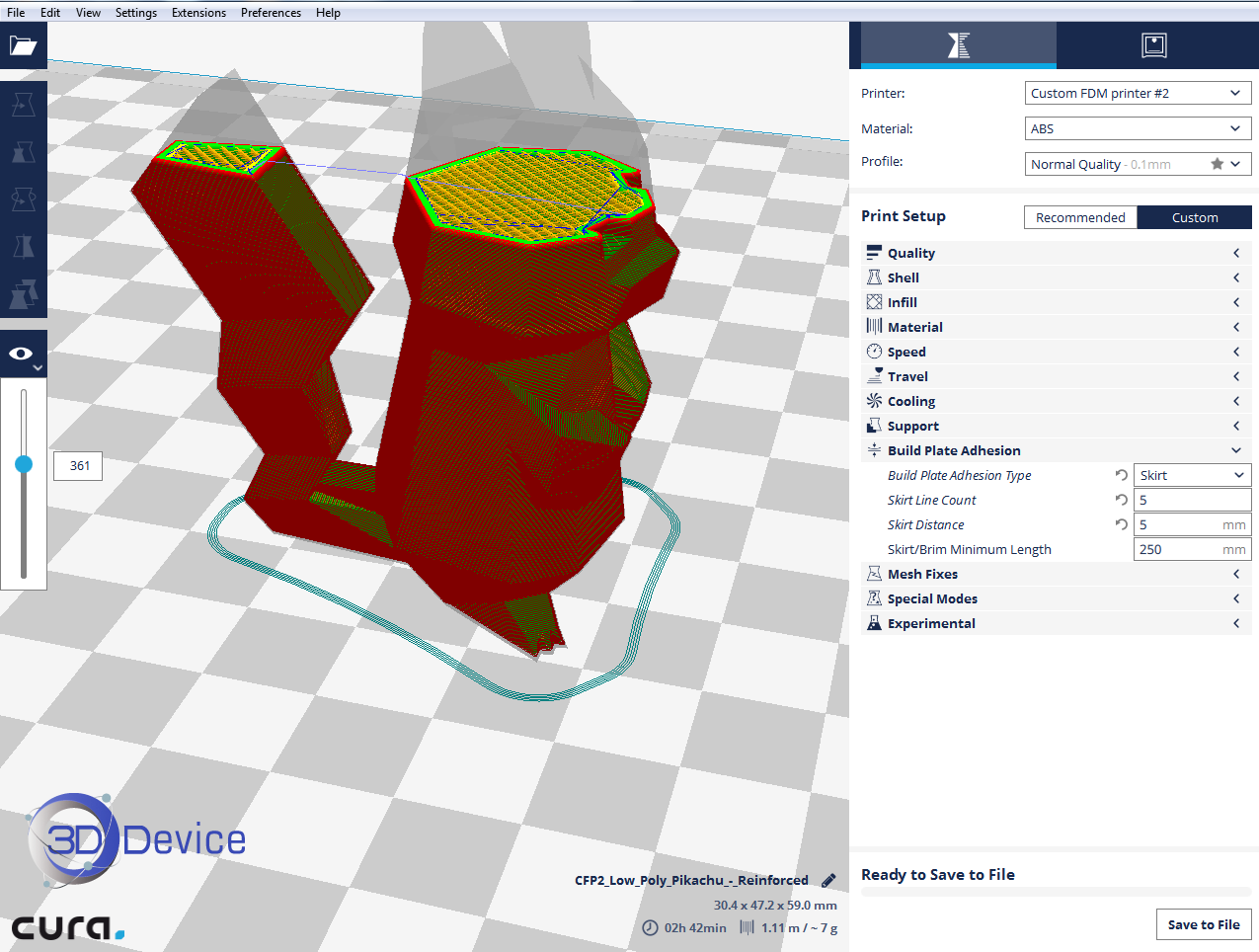
 Skirt (Юбка). Этот параметр лучше подходит для проверки калибровки платформы и настройки скорости подачи пластика. Юбка немного похожа на брим, но не касается самого печатного объекта.
Skirt (Юбка). Этот параметр лучше подходит для проверки калибровки платформы и настройки скорости подачи пластика. Юбка немного похожа на брим, но не касается самого печатного объекта.
 Каждый из этих параметров содержит огромное количество настроек для качественной 3D печати, которые можно регулировать на свое усмотрение.
Каждый из этих параметров содержит огромное количество настроек для качественной 3D печати, которые можно регулировать на свое усмотрение.
Слайсер Cura 2: исправление ошибок
В Cura 2 есть возможность внутреннего исправления ошибок в 3D моделях (Mesh fixes). Неплохо корректирует мелкие недочеты. Ниже перечислены варианты исправления.
Объединить перекрывающие детали (Union overlapping volumes). Если модель содержит две детали, накладывающиеся друг на друга (как объект в объекте), этот параметр поможет исправить проблему. Детали сольются в одну и будут восприниматься как один объект.
Удалить все отверстия (Remove all holes). Твердотельные модели, содержащие ненужные отверстия на внутренней стороне, не подходят для 3D печати. С помощью этой установки такие неточности устраняются.
Обширное сшивание (Extensive stitching). При отсутствии полигонов в поверхности модели слайсер Cura 2 не сможет осуществить слайсинг. Этот параметр помогает устранить ошибки такого рода.
Сохранить разъединенные грани (Keep disconnected faces). Слайсер Cura 2 игнорирует модели, содержащие отверстия по краям. Включение этой опции позволяет объединить соседние грани, чтобы получить закрытую модель.
Специальные режимы, которые содержит слайсер Cura 2
В программе имеются специальные режимы (Special modes). Первый из них это последовательность печати (Print sequence). Необходим при размещении нескольких объектов на рабочей платформе. Вы сами выбираете порядок, в котором они будут воспроизводиться. Есть два варианта:
- Все сразу (All at once). После печати одного слоя объекта принтер переходит к слою следующего объекта;
- Один за другим (One at a time). Объекты будут печататься один за другим. Эта опция может использоваться только в том случае, если модель меньше расстояния между рабочей платформой и нижним валом принтера.
Режим поверхности (Surface mode). Гарантирует, что все замкнутые объемы будут печататься в обычном режиме, а все незакрепленные элементы как отдельные стенки.
Внешний контур по спирали (Spiralize outer contour). При выборе этого параметра экструдер по оси Z будет двигаться по спирали. Такой вариант отлично подойдет для печати ваз.
Экспериментальные режимы
Последними следуют экспериментальные настройки (Experimental). Первым пунктом является переменное вращение оболочки (Alternate skin rotation), о котором мы писали выше. Потому перейдем к следующему пункту.
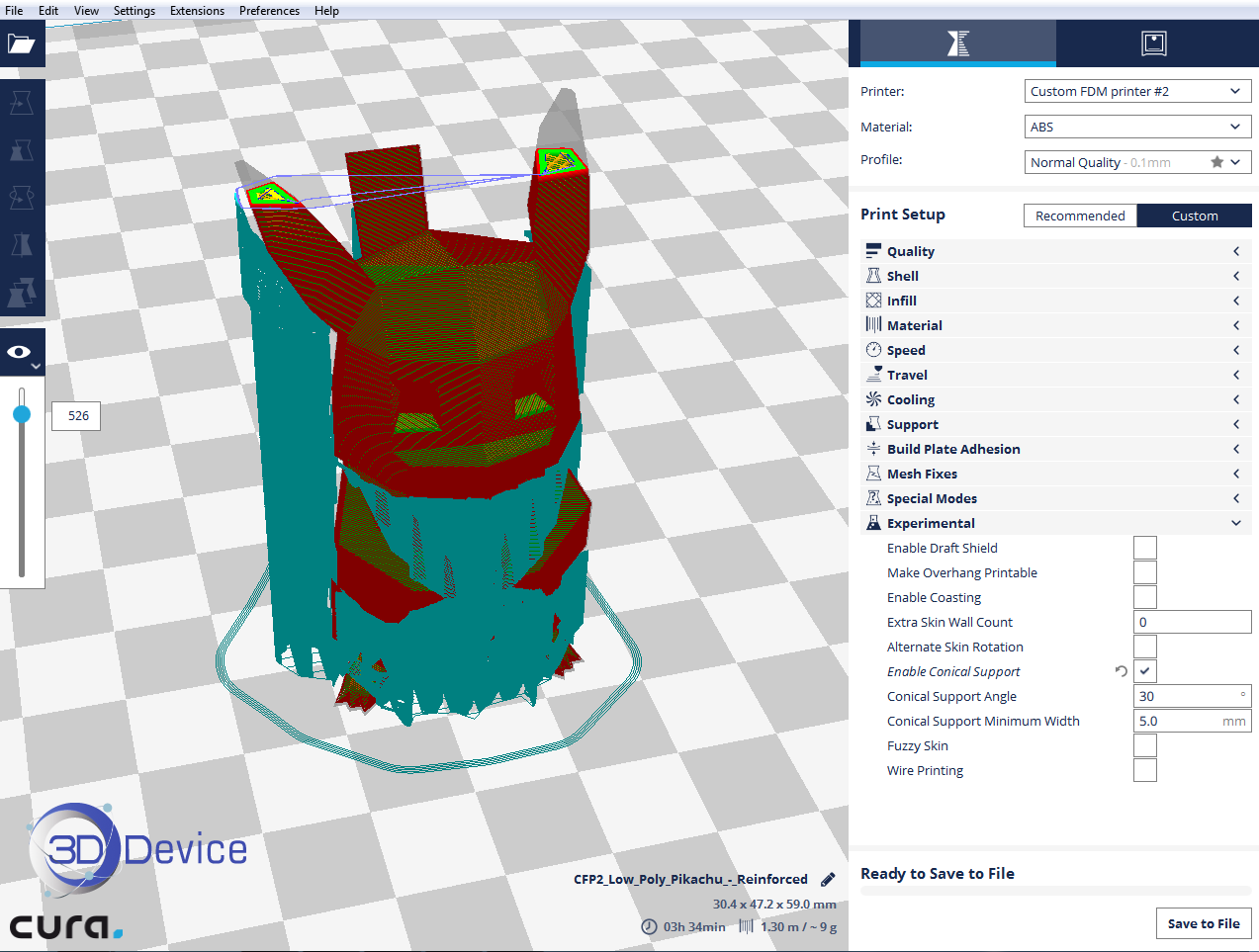
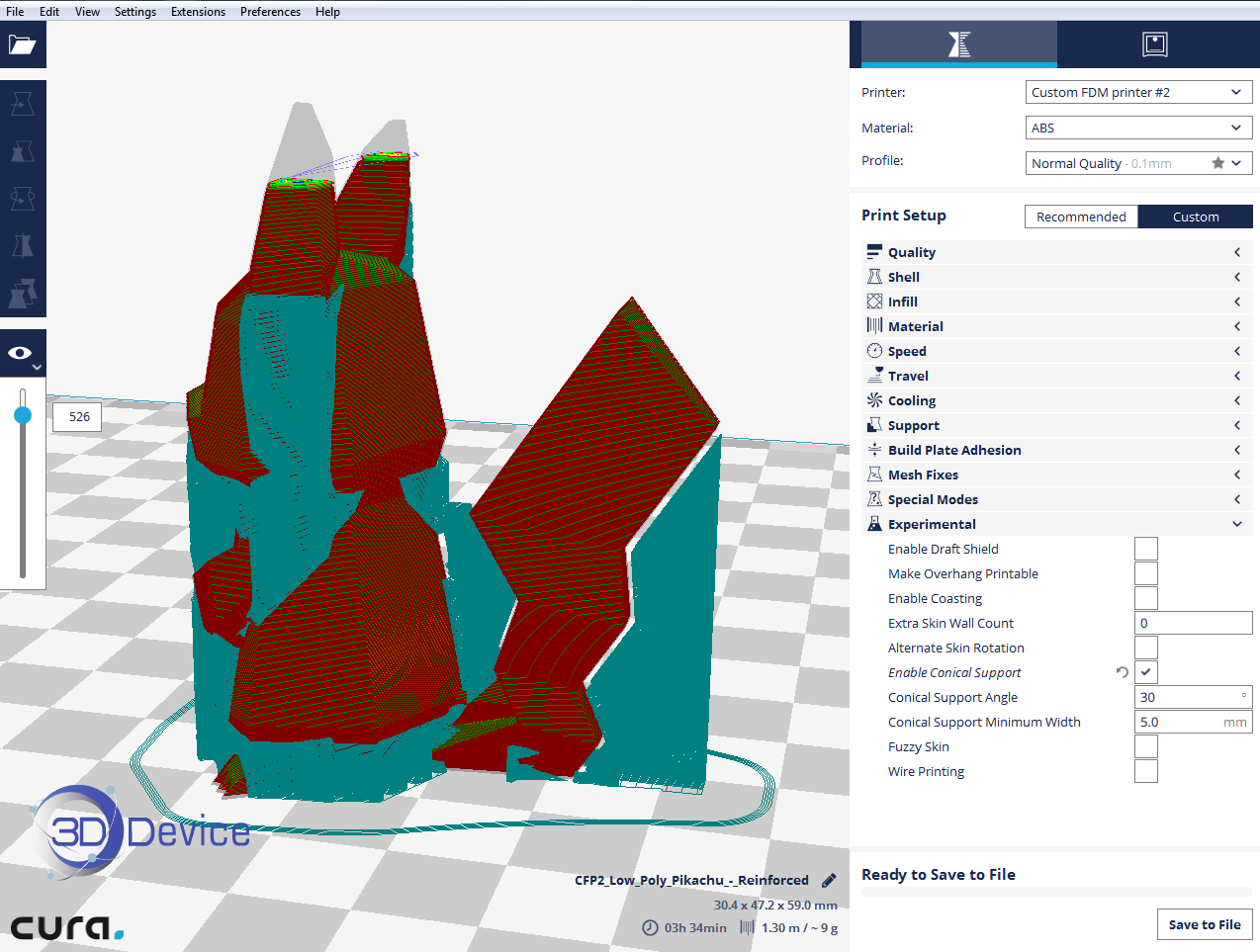
Коническая поддержка (Conical support). Этот параметр генерирует опорные структуры с узкой нижней и широкой верхней частью. Позволяет значительно снизить расход материала.
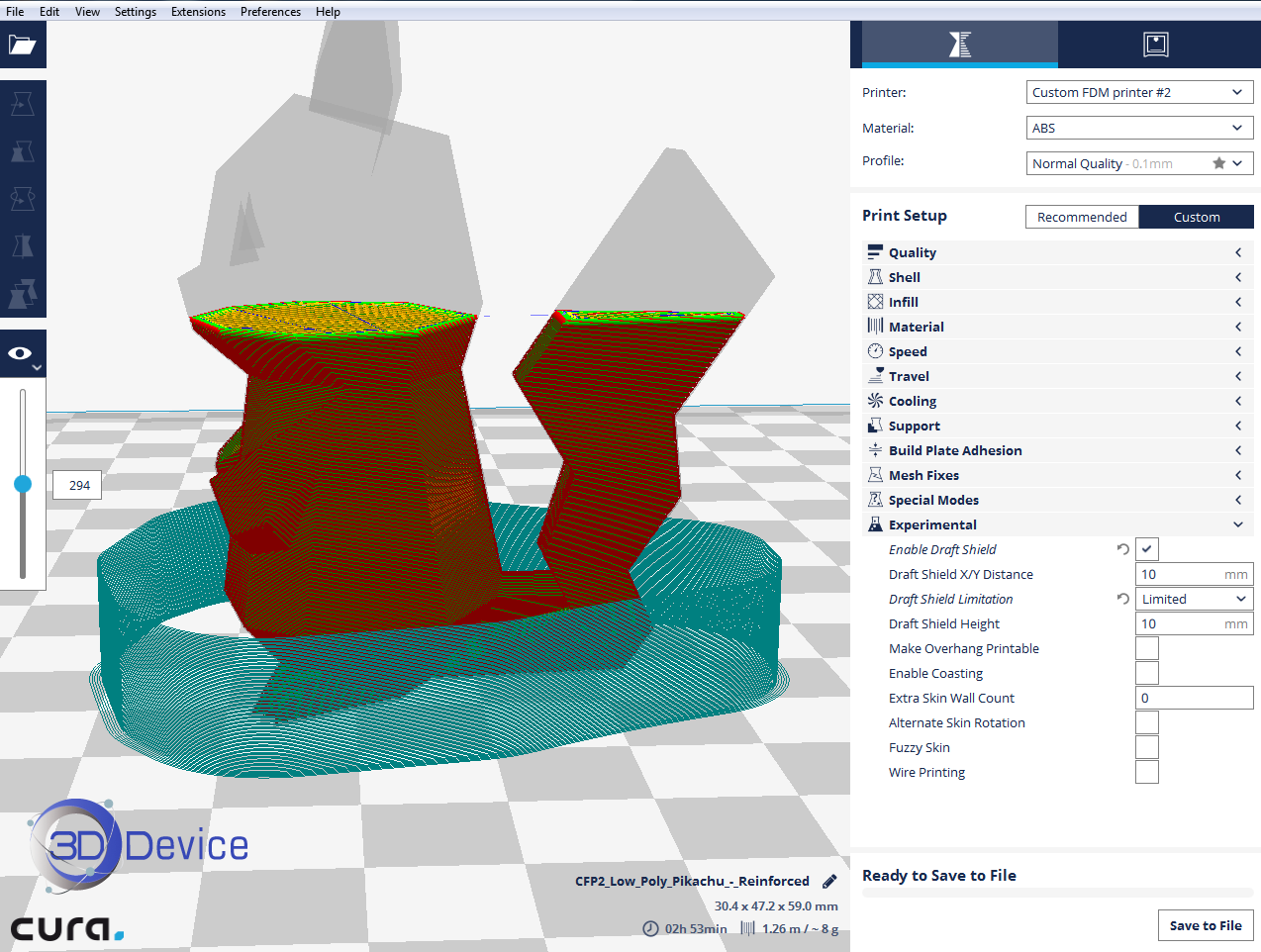
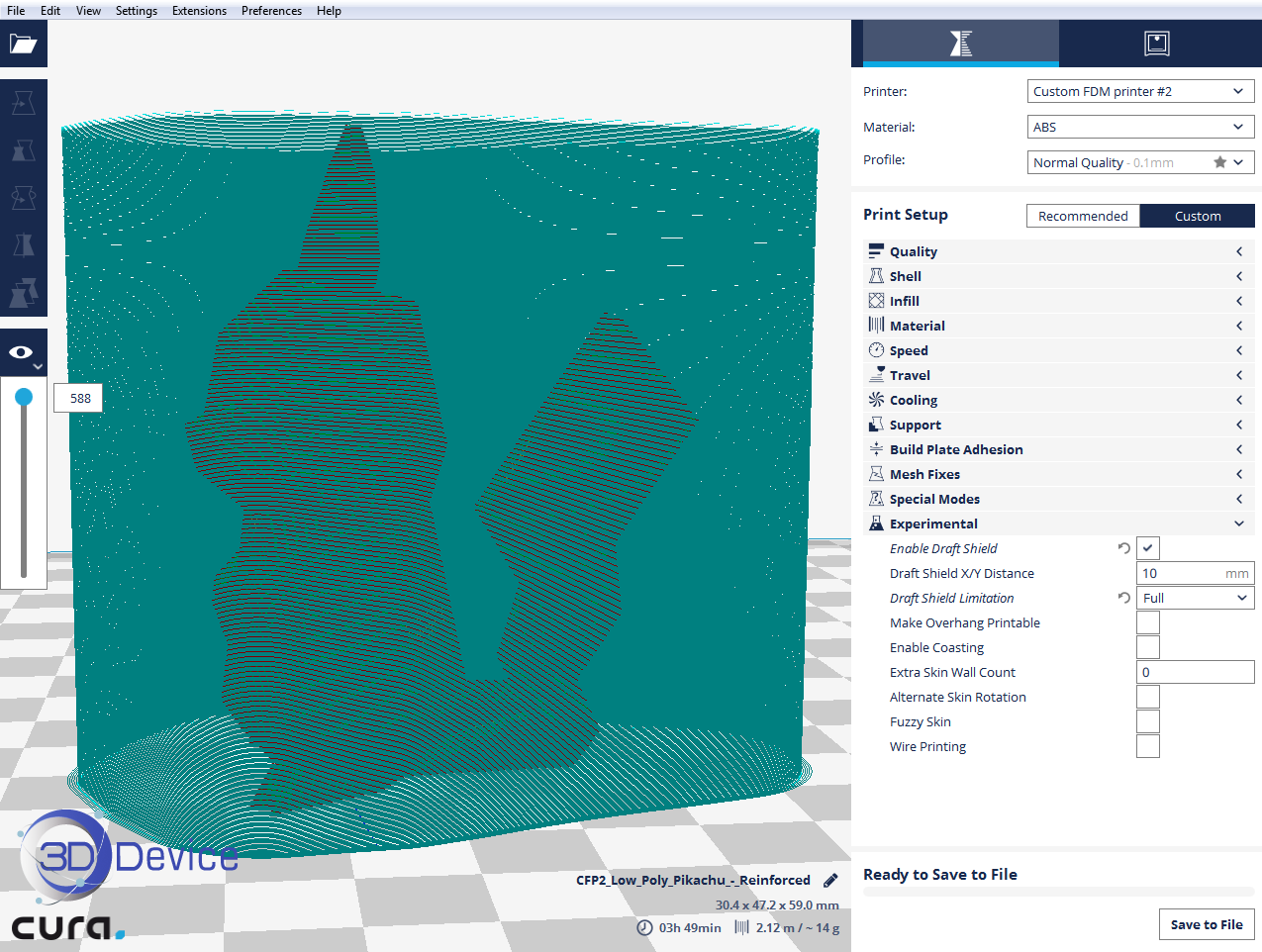
 Включить противопродувной щит (Enable draft shield). Вокруг объекта выстраивается дополнительный слой, защищающий его от нежелательных воздушных потоков из окружающей среды. Цель такой конструкции – предотвратить деформацию изделия при остывании. Параметр содержит такие настройки:
Включить противопродувной щит (Enable draft shield). Вокруг объекта выстраивается дополнительный слой, защищающий его от нежелательных воздушных потоков из окружающей среды. Цель такой конструкции – предотвратить деформацию изделия при остывании. Параметр содержит такие настройки:
- Расстояние по X/Y (Draft shield X/Y distance). Расстояние между щитом и объектом;
- Граница щита (Draft shield limitation). Позволяет напечатать щит как на полную, так и на ограниченную высоту;
- Высота щита (Draft shield height). При активации предыдущей настройки здесь выставляется требуемая высота слоя.
 Количество дополнительных стенок (Extra Skin Wall Count). Замещает самые дальние от центра стенки верхнего/нижнего узора определенным количеством концентрических линий. Позволяет упрочить верхнюю/нижнюю поверхность модели.
Количество дополнительных стенок (Extra Skin Wall Count). Замещает самые дальние от центра стенки верхнего/нижнего узора определенным количеством концентрических линий. Позволяет упрочить верхнюю/нижнюю поверхность модели.
Активировать накат (Enable coasting). Заменяет последнюю часть движения экструдера его перемещением. Позволяет снизить избыточное давление материала в сопле и снизить количество выделяемого пластика во время передвижения. Можно настроить такие параметры:
- Объем наката (Coasting volume). Объем выделяемого материала;
- Минимальный объем перед накатом (Minimum volume before coasting). Минимальное количество экструдированного материала до активации наката;
- Скорость наката (Coasting speed). Скорость «холостого» передвижения от общей скорости печати в процентах. Рекомендуется устанавливать значение немного ниже, поскольку давление в сопле понижается.
Активировать конические поддержки (Enable Conical Support). Поддерживающие структуры при выборе этого параметра становятся меньшими у основания, чем непосредственно в месте соприкосновения с моделью.
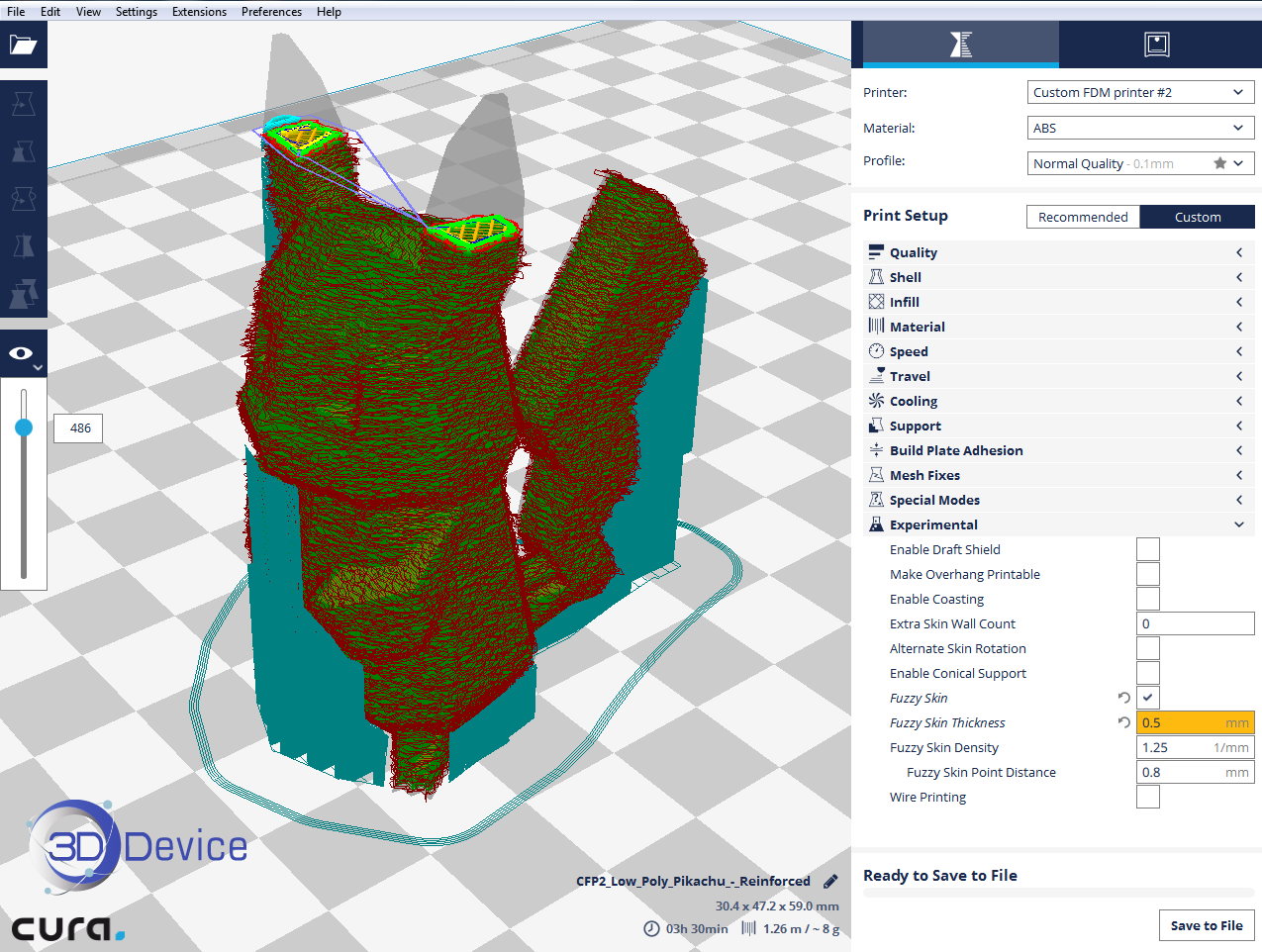
Нечеткая оболочка (Fuzzy skin). При выборе этого пункта принтер печатает наружные стенки модели особым «дрожащим» движением. Может использоваться в дизайнерских задачах. Настройка разделяется на два параметра:
- Толщина нечеткой оболочки (Fuzzy skin thickness). Максимальное расстояние, на котором происходит «дрожание»;
- Плотность нечеткой оболочки (Fuzzy skin density). Количество «дрожащих» движений на миллиметр.
 И последний параметр программы – Wire printing. Объект печатается в виде сетчатой структуры необходимой формы. То есть, объект, по сути, будет состоять лишь из внешней оболочки, и не будет иметь заполнения. При создании диагональных линий рабочая платформа будет двигаться вверх-вниз.
И последний параметр программы – Wire printing. Объект печатается в виде сетчатой структуры необходимой формы. То есть, объект, по сути, будет состоять лишь из внешней оболочки, и не будет иметь заполнения. При создании диагональных линий рабочая платформа будет двигаться вверх-вниз.
На этом серия обзоров программы Cura 2 подошла к концу. Надеемся, наши статьи были информативными. По всем вопросам обращайтесь к нам любым удобным способом, указанным в разделе «Наши контакты».



























































Залишити коментар